
一种燃料组件无定位台结构下管座组装焊接夹具.pdf

淑然****by


1/6

2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种燃料组件无定位台结构下管座组装焊接夹具.pdf
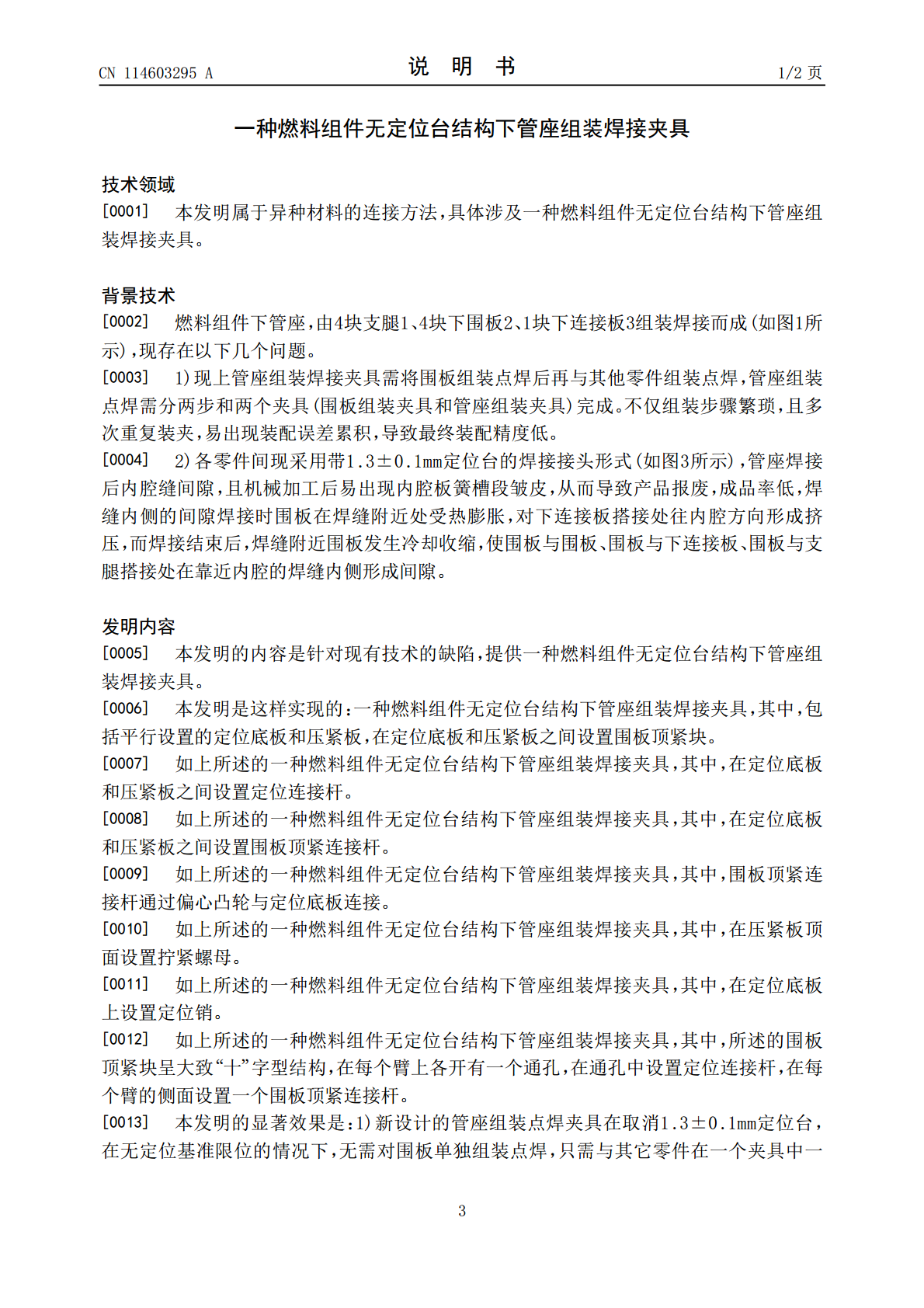
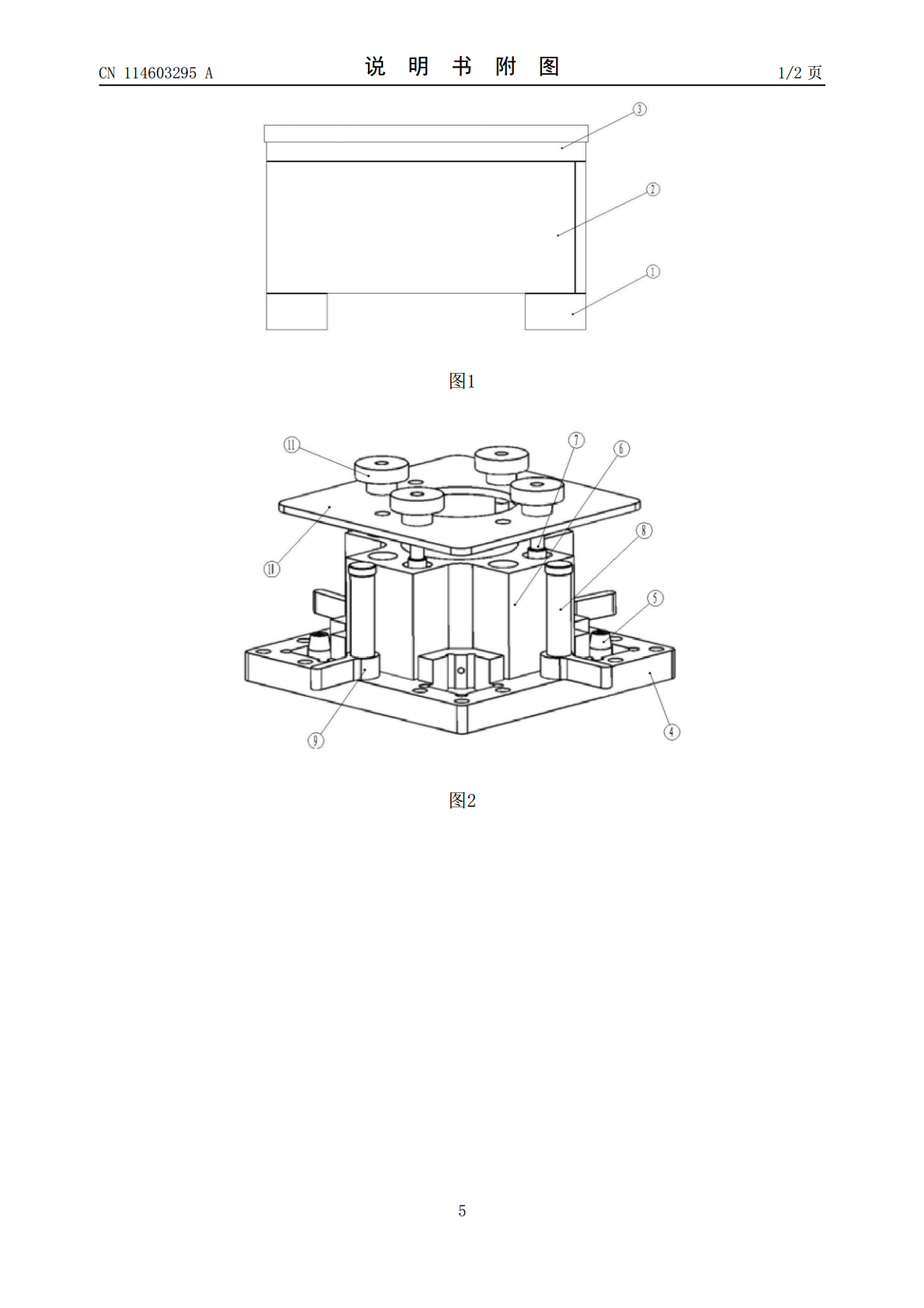
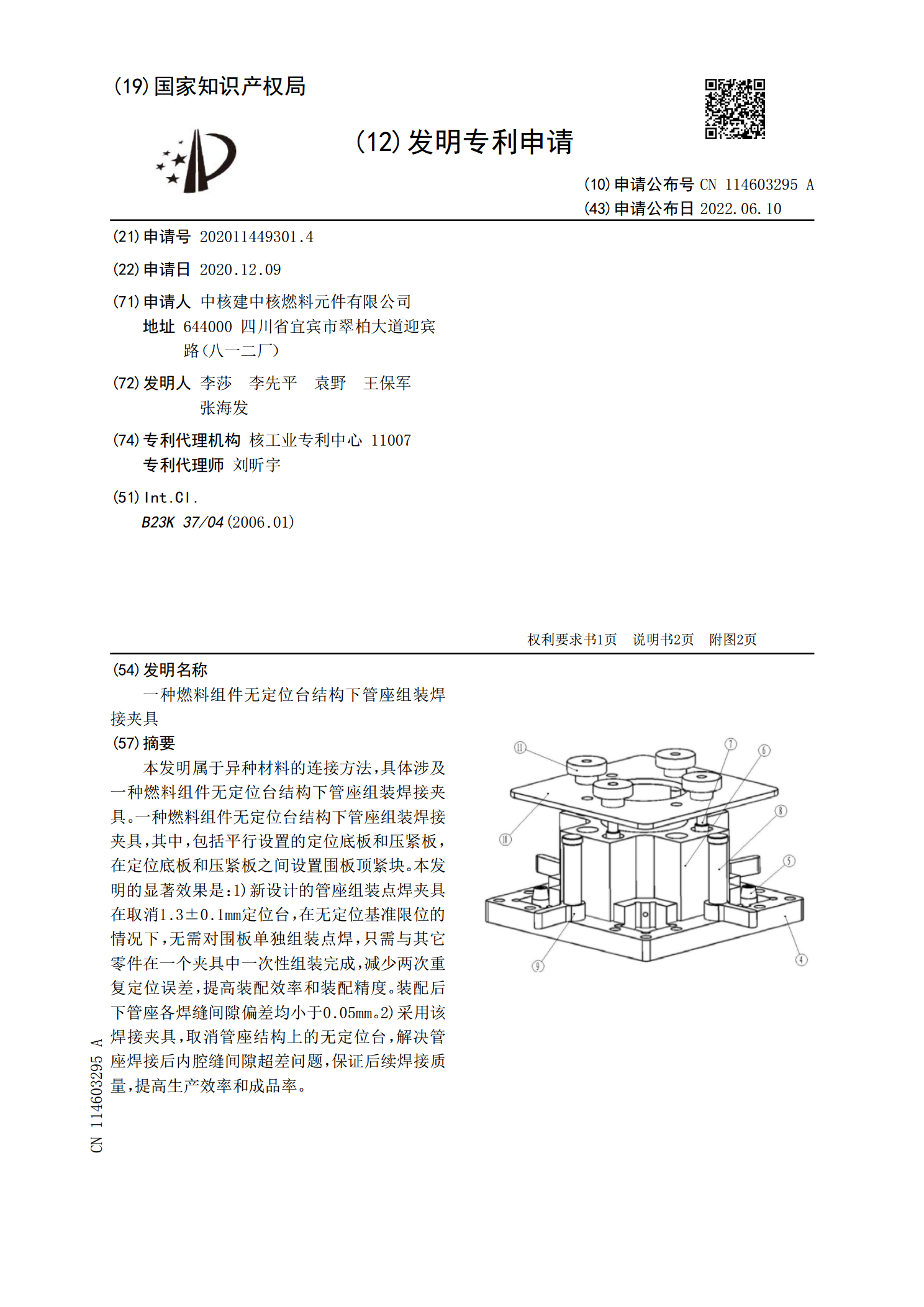
本发明属于异种材料的连接方法,具体涉及一种燃料组件无定位台结构下管座组装焊接夹具。一种燃料组件无定位台结构下管座组装焊接夹具,其中,包括平行设置的定位底板和压紧板,在定位底板和压紧板之间设置围板顶紧块。本发明的显著效果是:1)新设计的管座组装点焊夹具在取消1.3±0.1mm定位台,在无定位基准限位的情况下,无需对围板单独组装点焊,只需与其它零件在一个夹具中一次性组装完成,减少两次重复定位误差,提高装配效率和装配精度。装配后下管座各焊缝间隙偏差均小于0.05mm。2)采用该焊接夹具,取消管座结构上的无定位台
一种燃料组件无定位台结构上管座组装焊接夹具.pdf
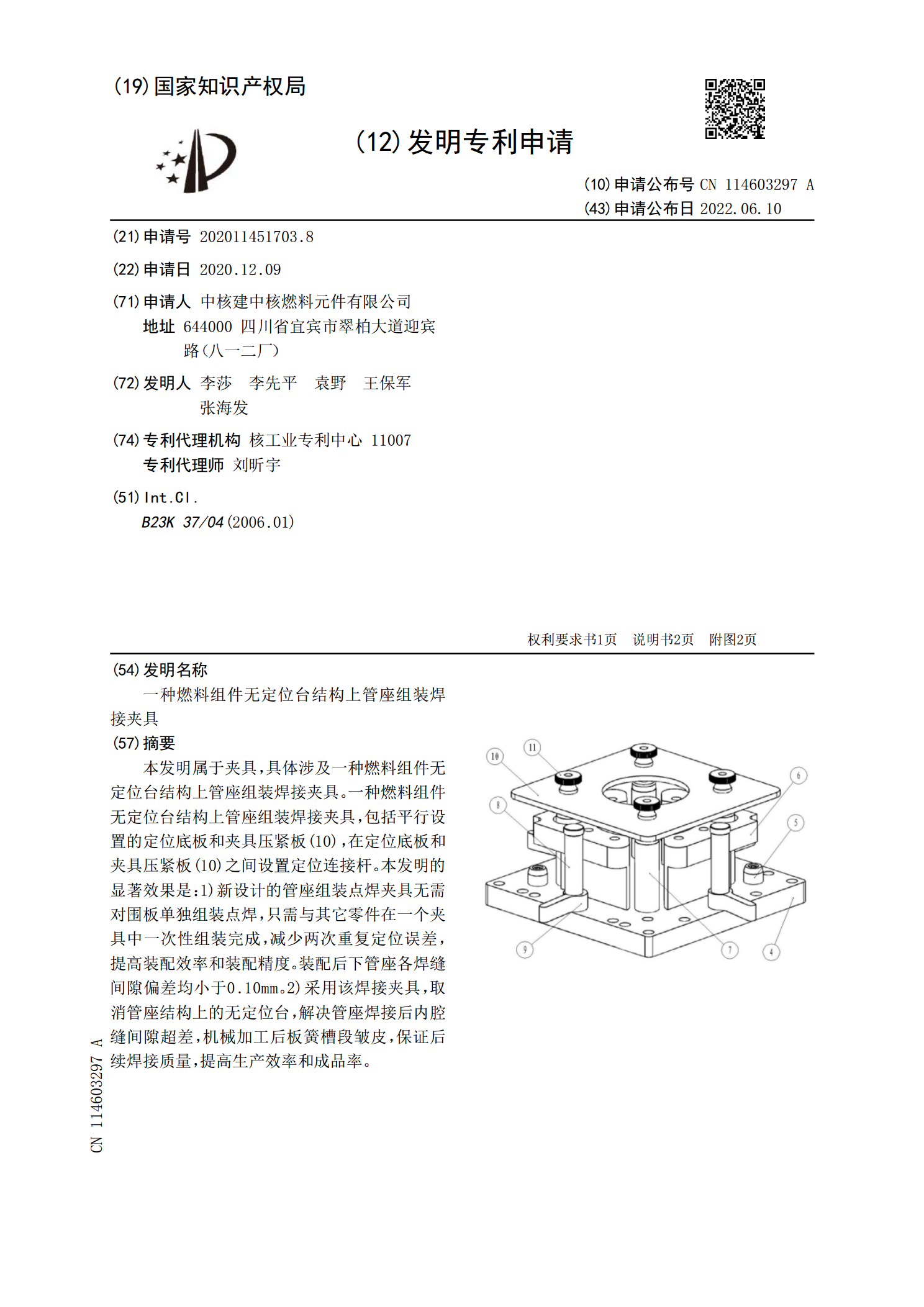
本发明属于夹具,具体涉及一种燃料组件无定位台结构上管座组装焊接夹具。一种燃料组件无定位台结构上管座组装焊接夹具,包括平行设置的定位底板和夹具压紧板(10),在定位底板和夹具压紧板(10)之间设置定位连接杆。本发明的显著效果是:1)新设计的管座组装点焊夹具无需对围板单独组装点焊,只需与其它零件在一个夹具中一次性组装完成,减少两次重复定位误差,提高装配效率和装配精度。装配后下管座各焊缝间隙偏差均小于0.10mm。2)采用该焊接夹具,取消管座结构上的无定位台,解决管座焊接后内腔缝间隙超差,机械加工后板簧槽段皱皮
一种燃料组件改进型上管座焊接夹具.pdf
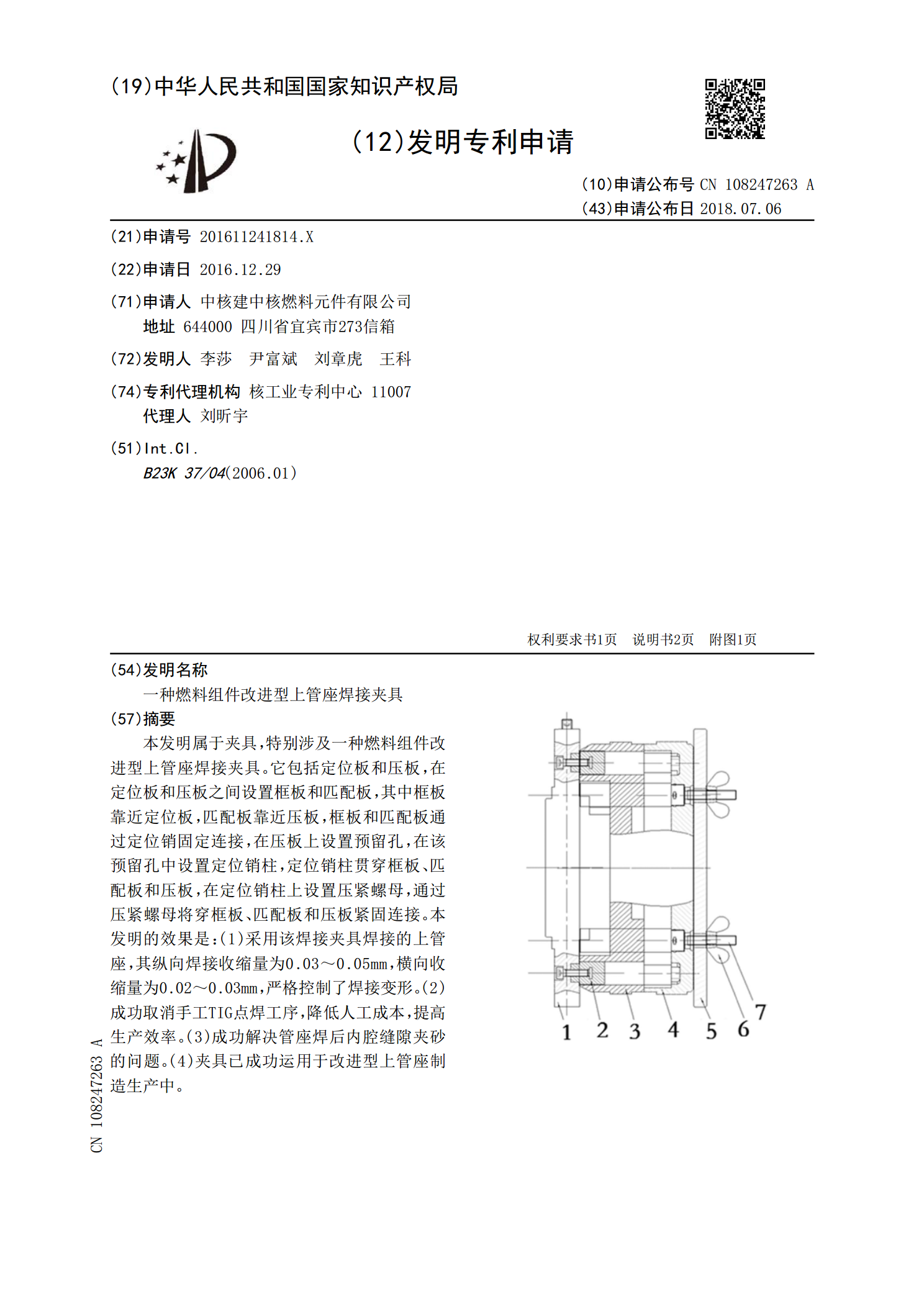
本发明属于夹具,特别涉及一种燃料组件改进型上管座焊接夹具。它包括定位板和压板,在定位板和压板之间设置框板和匹配板,其中框板靠近定位板,匹配板靠近压板,框板和匹配板通过定位销固定连接,在压板上设置预留孔,在该预留孔中设置定位销柱,定位销柱贯穿框板、匹配板和压板,在定位销柱上设置压紧螺母,通过压紧螺母将穿框板、匹配板和压板紧固连接。本发明的效果是:(1)采用该焊接夹具焊接的上管座,其纵向焊接收缩量为0.03~0.05mm,横向收缩量为0.02~0.03mm,严格控制了焊接变形。(2)成功取消手工TIG点焊工序

燃料组件及其下管座.pdf
本发明公开了一种燃料组件及其下管座,下管座包括连接板、数个支撑腿以及支撑结构;数个所述支撑腿间隔连接在所述连接板下方,所述支撑结构于数个所述支撑腿之间连接在所述连接板的下方。本发明在连接板上设置支撑结构,在降低下管座应力、降低下管座区域流体压力损失系数的同时,提高下管座的尺寸稳定性;通过降低下管座连接板应力水平,为水力性能提高留出空间,使得下管座以上燃料棒束区的流场更加均匀,有利于降低燃料棒下端的流致振动水平。

用于核燃料组件定位格架的焊接夹具.pdf
用于核燃料组件定位格架的焊接夹具,涉及核燃料组件定位格架的焊接技术。它为了解决常规的焊接夹具结构繁琐,设计精度较差,影响焊接质量的问题。本发明的随行夹具包括由四个定位板围成的长和宽均可调的方形框架,每个定位板均设置有定位销和上下两排通光孔;套管夹具包括上盖板和底板,底板上与套管对应的位置开有通孔,上盖板上与套管对应的位置开有梅花孔,梅花孔的周围安装有对称分布的四个凸起。本发明结构简单,易加工,完全能够满足焊接要求,与常规的焊接方式及焊接夹具相比较,能够大大提高焊接质量,利用随行夹具充当组装和焊接夹具的过渡