
多工件装夹的工件批量检测方法、装置、电子设备和介质.pdf

白凡****12


1/10
2/10

3/10

4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
多工件装夹的工件批量检测方法、装置、电子设备和介质.pdf
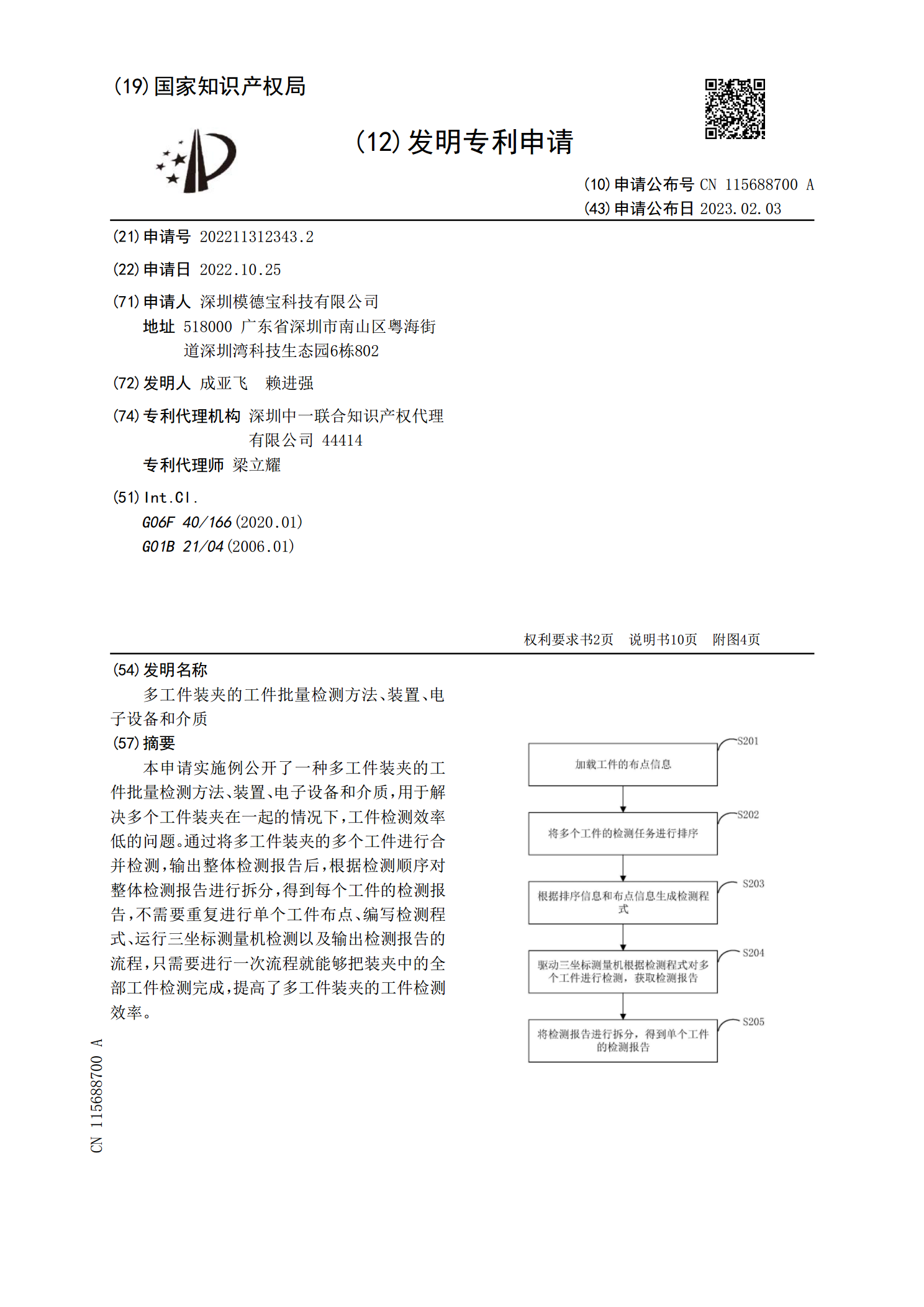
本申请实施例公开了一种多工件装夹的工件批量检测方法、装置、电子设备和介质,用于解决多个工件装夹在一起的情况下,工件检测效率低的问题。通过将多工件装夹的多个工件进行合并检测,输出整体检测报告后,根据检测顺序对整体检测报告进行拆分,得到每个工件的检测报告,不需要重复进行单个工件布点、编写检测程式、运行三坐标测量机检测以及输出检测报告的流程,只需要进行一次流程就能够把装夹中的全部工件检测完成,提高了多工件装夹的工件检测效率。
车床附件和工件装夹方法【干货】.pdf
在数控车床加工中,首先要先将加工工件装夹到数控机床上的一个确定位置,并应保证他的装夹定位精度;然后建立被加工工件与刀具的坐标位置并进行准确的对刀。这是数控车床加工中必不可少的基础条件,那么管局数控机床的装夹方法有哪些呢?又有哪些优劣对比呢?1、直接找正装夹此法是用百分表、划线盘或目测直接在机床上找正工件位置的装夹方法。2、划线找正装夹此法是先在毛坯上按照零件图划出中心线、对称线和各待加工表面的加工线,然后将工件装上机床,按照划好的线找正工件在机床上的装夹位置。这种装夹方法生产率低,精度低,且对工人技术水平

工件的装夹和机床夹具.docx
第二章工件的装夹和机床夹具一、填空1、零件在夹具中采用“一面两孔”定位时,圆柱销限制个自由度、菱形销限制个自由度。2、工件在“一面两孔”定位中,采用两个圆柱销属于定位。3、根据作用不同,基准常分为基准和基准。4、工件在机床或夹具中的装夹由三种主要方法、、。5、位支承在定位过程中,支承本身可以随工件定位基准面得变化而自动调整并与之相适应,自位支承一般只限制工件的个自由度。6、工件的装夹指工件的和过程。7、机械加工中常用的工艺基准包括、和。8、粗基准时在最初的工序中用毛坯上未经加工出表面作为。9、工序安装误差

工件装夹找正.doc
靖边职教中心普通车工实训课教案总第课时授课班级实训指导教师授课日期实训项目工件装夹找正课时实训工具及材料车床、45圆钢、90°车刀、45°车刀、划针盘、刀杆任务设定任务:工件装夹找正训练目标知识目标:懂得工件的装夹和找正的意义。技能目标:掌握工件的找正方法和注意事项。情感目标:培养学生的耐心、信心,同学之间相互学习,培养学生的团队协作精神。教学重点懂得工件的装夹和找正的意义教学难点工件的找正方法教学方法讲解、示范、指导实训过程及内容教师活动学生活动导入强调遵守操作规程,养成文明生产,安全生产的良好习惯。听
工件加工状态的检测方法、装置和电子设备.pdf
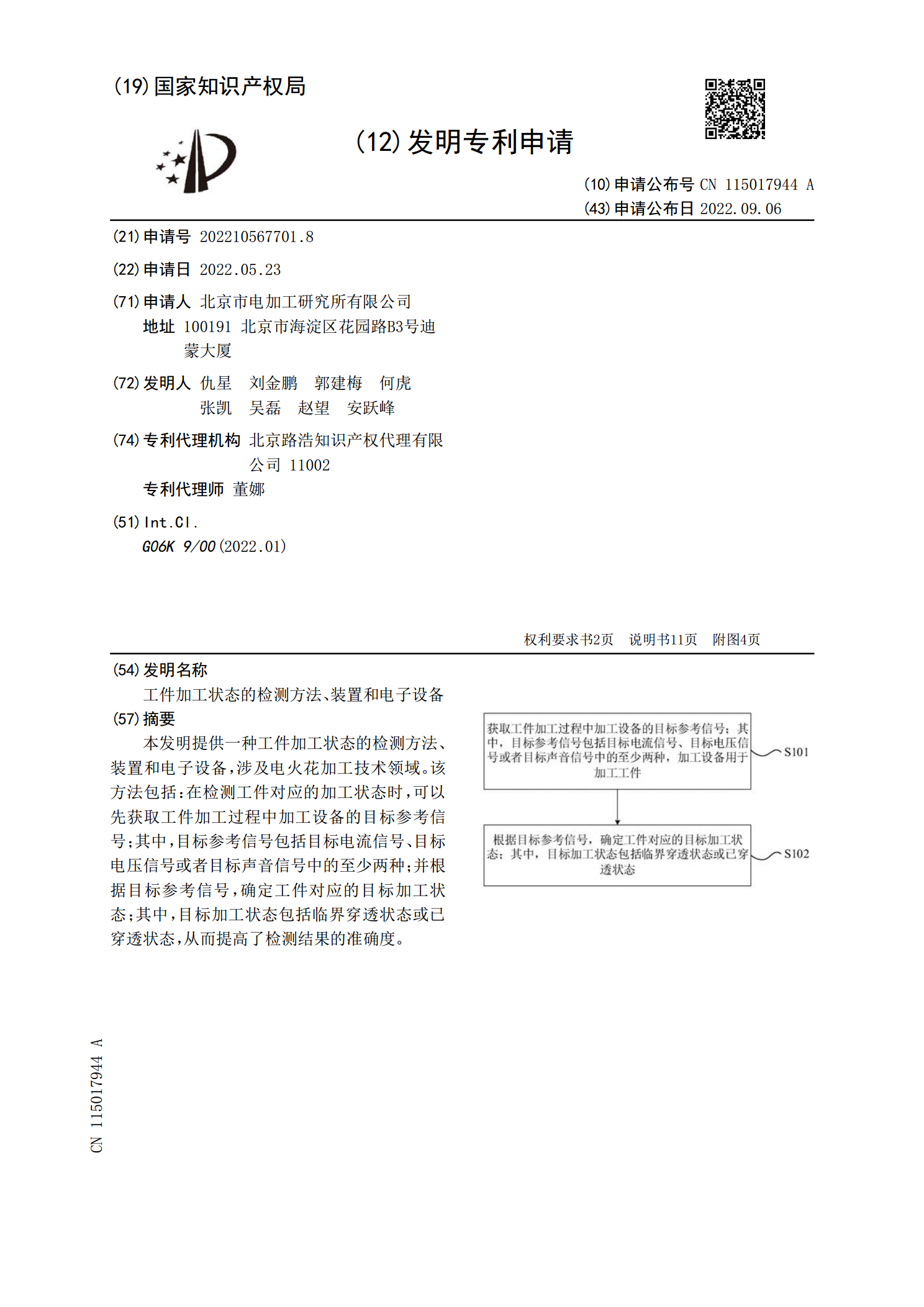
本发明提供一种工件加工状态的检测方法、装置和电子设备,涉及电火花加工技术领域。该方法包括:在检测工件对应的加工状态时,可以先获取工件加工过程中加工设备的目标参考信号;其中,目标参考信号包括目标电流信号、目标电压信号或者目标声音信号中的至少两种;并根据目标参考信号,确定工件对应的目标加工状态;其中,目标加工状态包括临界穿透状态或已穿透状态,从而提高了检测结果的准确度。