
工业机器人自动磨抛系统.docx

努力****绮亦


1/3
2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

工业机器人自动磨抛系统.docx
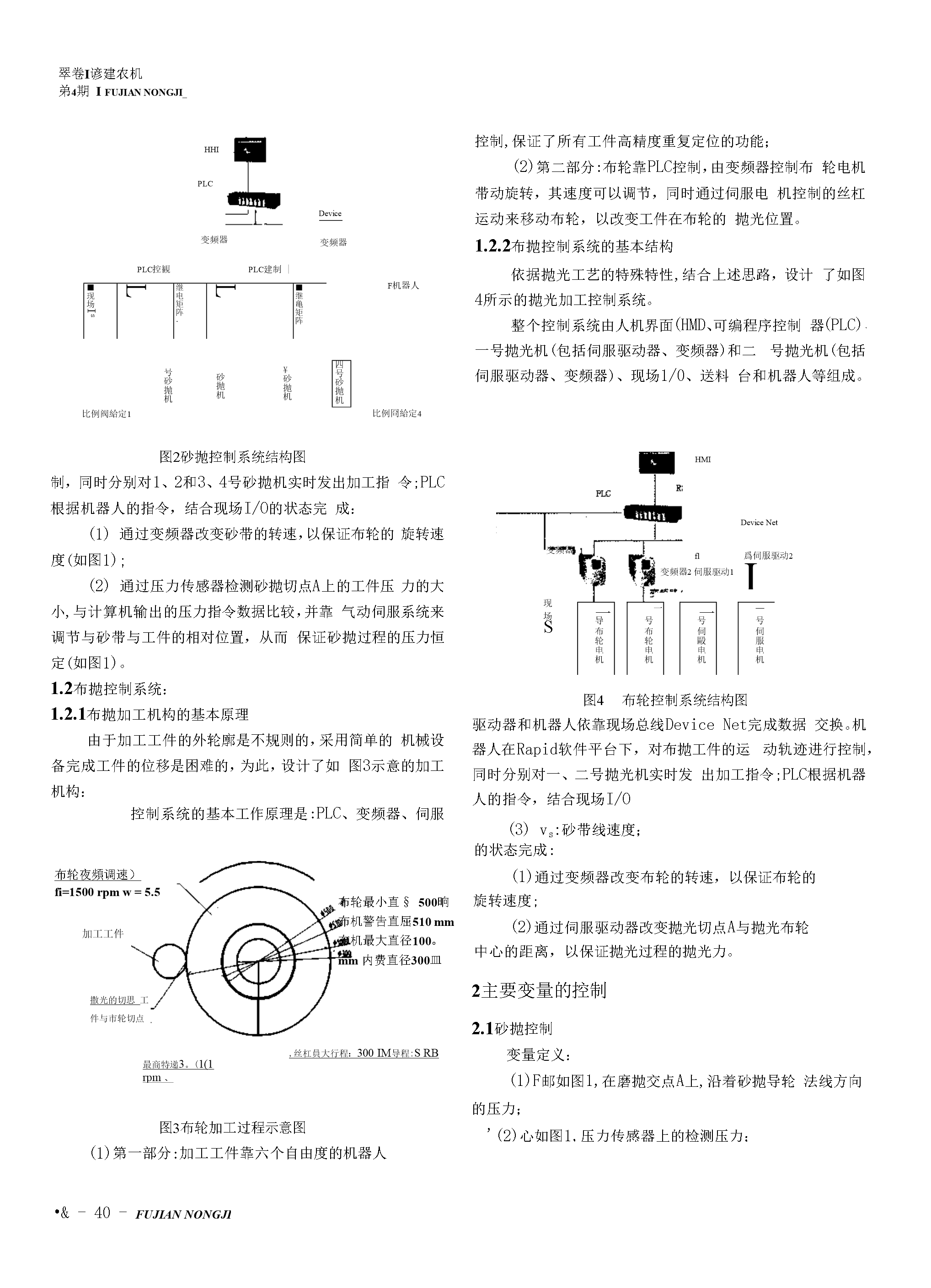
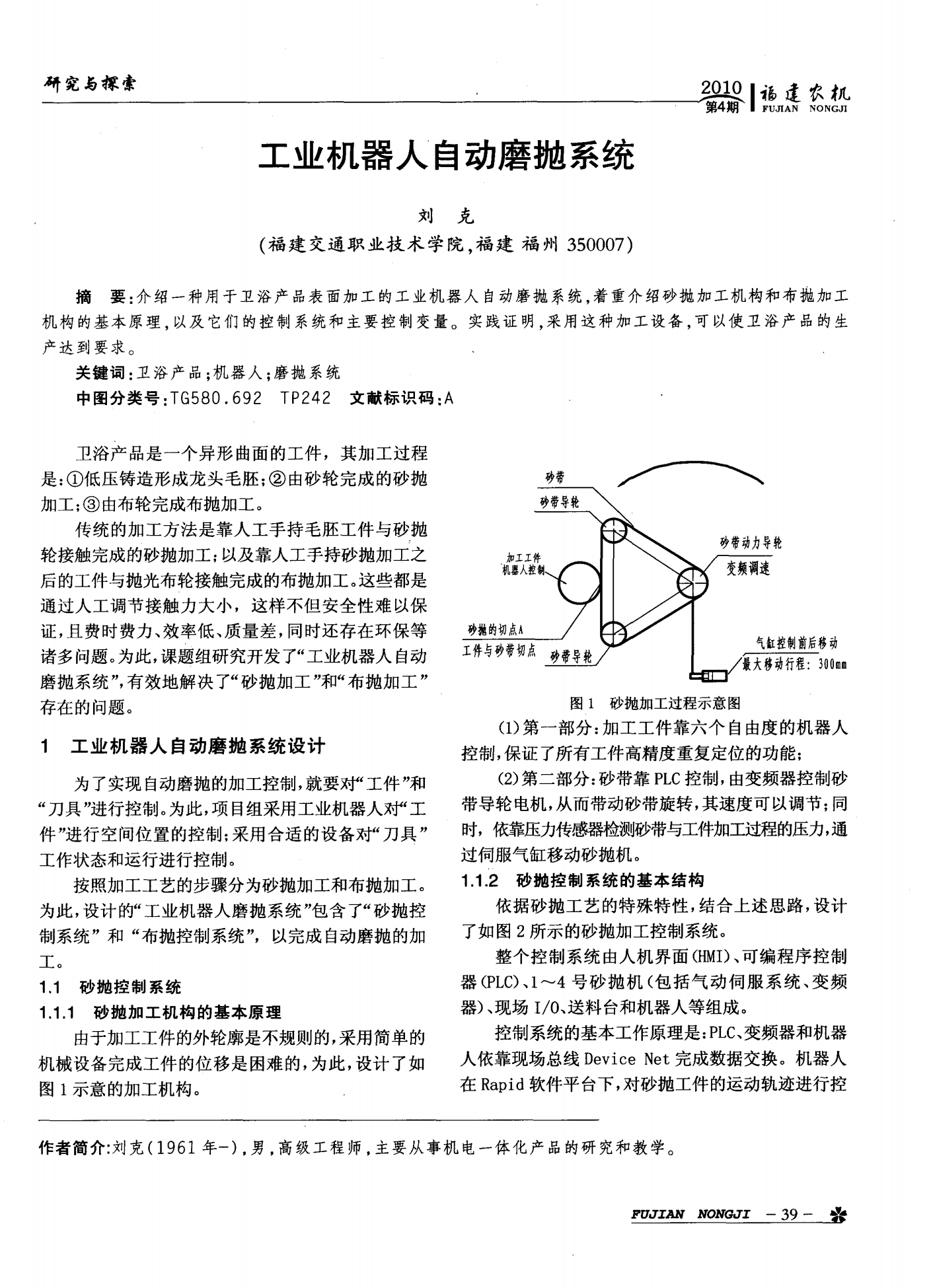
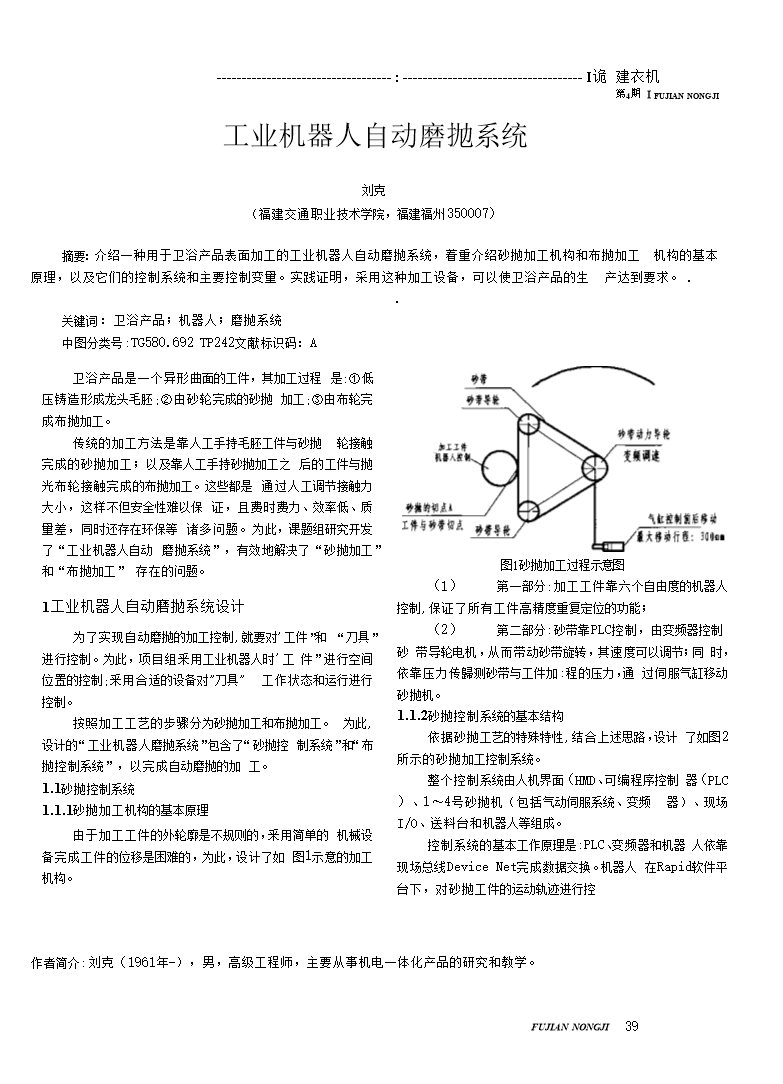
20101^it农况第4期'FUJIANNONGJIFUJIANNONGJI-41~翠卷I谚建农机弟4期IFUJIANNONGJI_•&-40-FUJIANNONGJIFUJIANNONGJI39:I诡建衣机第4期IFUJIANNONGJI工业机器人自动磨抛系统刘克(福建交通职业技术学院,福建福州350007)摘要:介绍一种用于卫浴产品表面加工的工业机器人自动磨抛系统,着重介绍砂抛加工机构和布抛加工机构的基本原理,以及它们的控制系统和主要控制变量。实践证明,采用这种加工设备,可以使卫浴产品的生产达到要求。
工业机器人自动磨抛系统.pdf
研究与探索遣农机蒲工业机器人自动磨抛系统刘克福建交通职业技术学院,福建福州摘要:介绍一种用于卫浴产品表面加工的工业机自动磨抛系统,着重介绍砂抛加工机构和布抛加工机构的基本原理,以及它们的控制系统和主要控制变量。实践证明,采用这种加工设备,可以使卫浴产品的生产达到要求。、关键词:卫浴产品;机器人;磨抛系统中图分类号:.文献标识码:’卫浴产品是一个异形曲面的工件,其加工过程是:①低压铸造形成龙头毛
工业机器人自动磨抛系统.docx
20101^it农况第4期'FUJIANNONGJIFUJIANNONGJI-41~翠卷I谚建农机弟4期IFUJIANNONGJI_•&-40-FUJIANNONGJIFUJIANNONGJI39:I诡建衣机第4期IFUJIANNONGJI工业机器人自动磨抛系统刘克(福建交通职业技术学院,福建福州350007)摘要:介绍一种用于卫浴产品表面加工的工业机器人自动磨抛系统,着重介绍砂抛加工机构和布抛加工机构的基本原理,以及它们的控制系统和主要控制变量。实践证明,采用这种加工设备,可以使卫浴产品的生产达到要求。
工业机器人自动磨抛系统.pdf
研究与探索2010遣农机蒲FU~ANNONGJI工业机器人自动磨抛系统刘克(福建交通职业技术学院,福建福州350007)摘要:介绍一种用于卫浴产品表面加工的工业机NA自动磨抛系统,着重介绍砂抛加工机构和布抛加工机构的基本原理,以及它们的控制系统和主要控制变量。实践证明,采用这种加工设备,可以使卫浴产品的生产达到要求。、关键词:卫浴产品;机器人;磨抛系统中图分类号:TG580.692TP242文献标识码:A’卫浴产品是一个异形曲面的工件,其加工过程是:①低压铸造形成龙头毛胚;②由砂轮完成的砂抛加工:③由布轮
工业机器人自动磨抛系统.docx
20101^it农况第4期'FUJIANNONGJIFUJIANNONGJI-41~翠卷I谚建农机弟4期IFUJIANNONGJI_•&-40-FUJIANNONGJIFUJIANNONGJI39:I诡建衣机第4期IFUJIANNONGJI工业机器人自动磨抛系统刘克(福建交通职业技术学院,福建福州350007)摘要:介绍一种用于卫浴产品表面加工的工业机器人自动磨抛系统,着重介绍砂抛加工机构和布抛加工机构的基本原理,以及它们的控制系统和主要控制变量。实践证明,采用这种加工设备,可以使卫浴产品的生产达到要求。