
注塑模具基本结构与注塑机.ppt

和蔼****娘子

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共71页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
注塑模具基本结构与注塑机.ppt
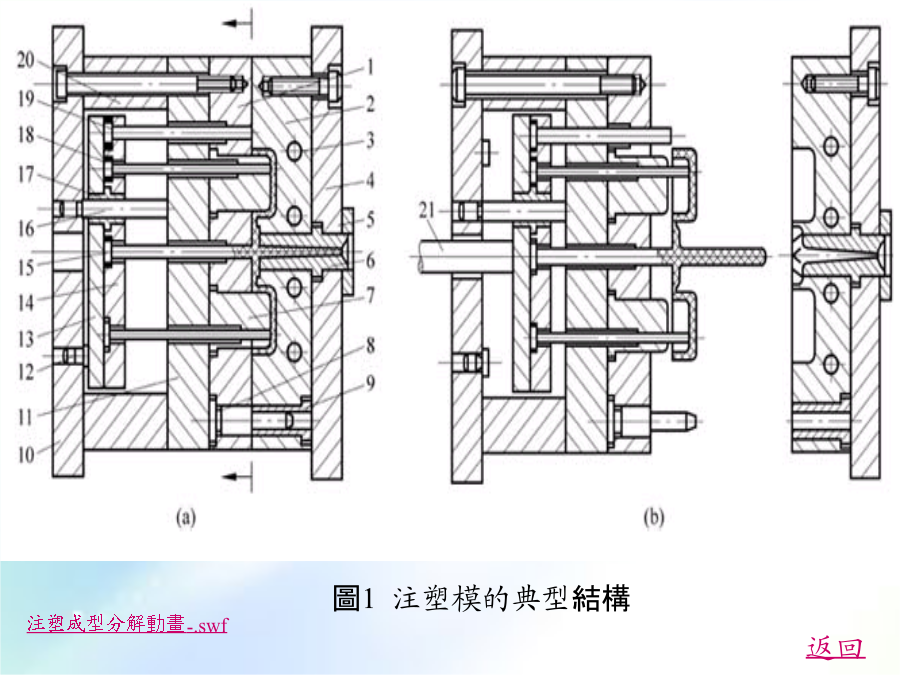
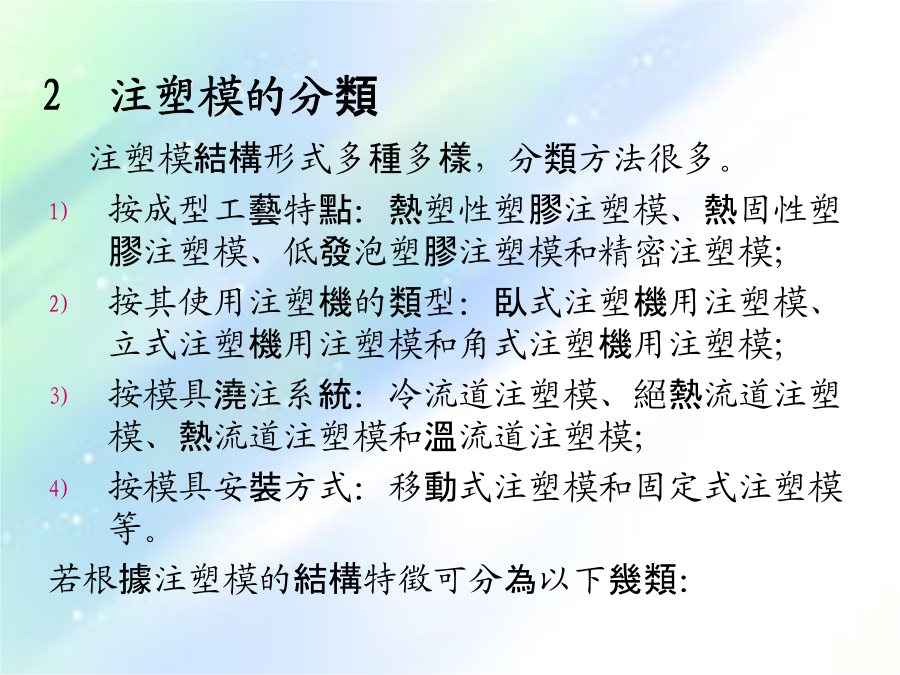
1注塑模具的典型結構內容簡介:本章重點講述注塑模具的典型結構(組成注塑模八大類零部件:成型零部件、澆注系統、導向機構、脫模機構、側向分型與抽芯機構、加熱與冷卻系統、排氣系統、其他零部件);注塑模的分類;注塑機和注塑模的關係(包括注塑機性能參數校核與型腔數量的確定、注塑量校核、合模力的校核、注塑壓力的校核、模具厚度的校核、開模行程的校核、推頂裝置的校核、模具在注塑機上的安裝與固定尺寸的校核等)。1注塑模具的典型結構返回1.成型零部件成型零部件是指定、動模部分中組成型腔的零件。通常由凸模(或型芯)、凹模、鑲件
注塑模具基本结构与注塑机.ppt
4.1注塑模具的典型结构内容简介:本章重点讲述注塑模具的典型结构(组成注塑模八大类零部件:成型零部件、浇注系统、导向机构、脱模机构、侧向分型与抽芯机构、加热与冷却系统、排气系统、其他零部件);注塑模的分类;注塑机和注塑模的关系(包括注塑机性能参数校核与型腔数量的确定、注塑量校核、合模力的校核、注塑压力的校核、模具厚度的校核、开模行程的校核、推顶装置的校核、模具在注塑机上的安装与固定尺寸的校核等)。4.1注塑模具的典型结构返回1.成型零部件成型零部件是指定、动模部分中组成型腔的零件。通常由凸模(或型芯)、凹
4.1--注塑模具的典型结构-第4章-注塑模基本结构与注塑机.ppt
4.1注塑模具的典型结构内容简介:本章重点讲述注塑模具的典型结构(组成注塑模八大类零部件:成型零部件、浇注系统、导向机构、脱模机构、侧向分型与抽芯机构、加热与冷却系统、排气系统、其他零部件);注塑模的分类;注塑机和注塑模的关系(包括注塑机性能参数校核与型腔数量的确定、注塑量校核、合模力的校核、注塑压力的校核、模具厚度的校核、开模行程的校核、推顶装置的校核、模具在注塑机上的安装与固定尺寸的校核等)。4.1注塑模具的典型结构返回1.成型零部件成型零部件是指定、动模部分中组成型腔的零件。通常由凸模(或型芯)、凹
环形薄壁注塑品模具结构及注塑机.pdf
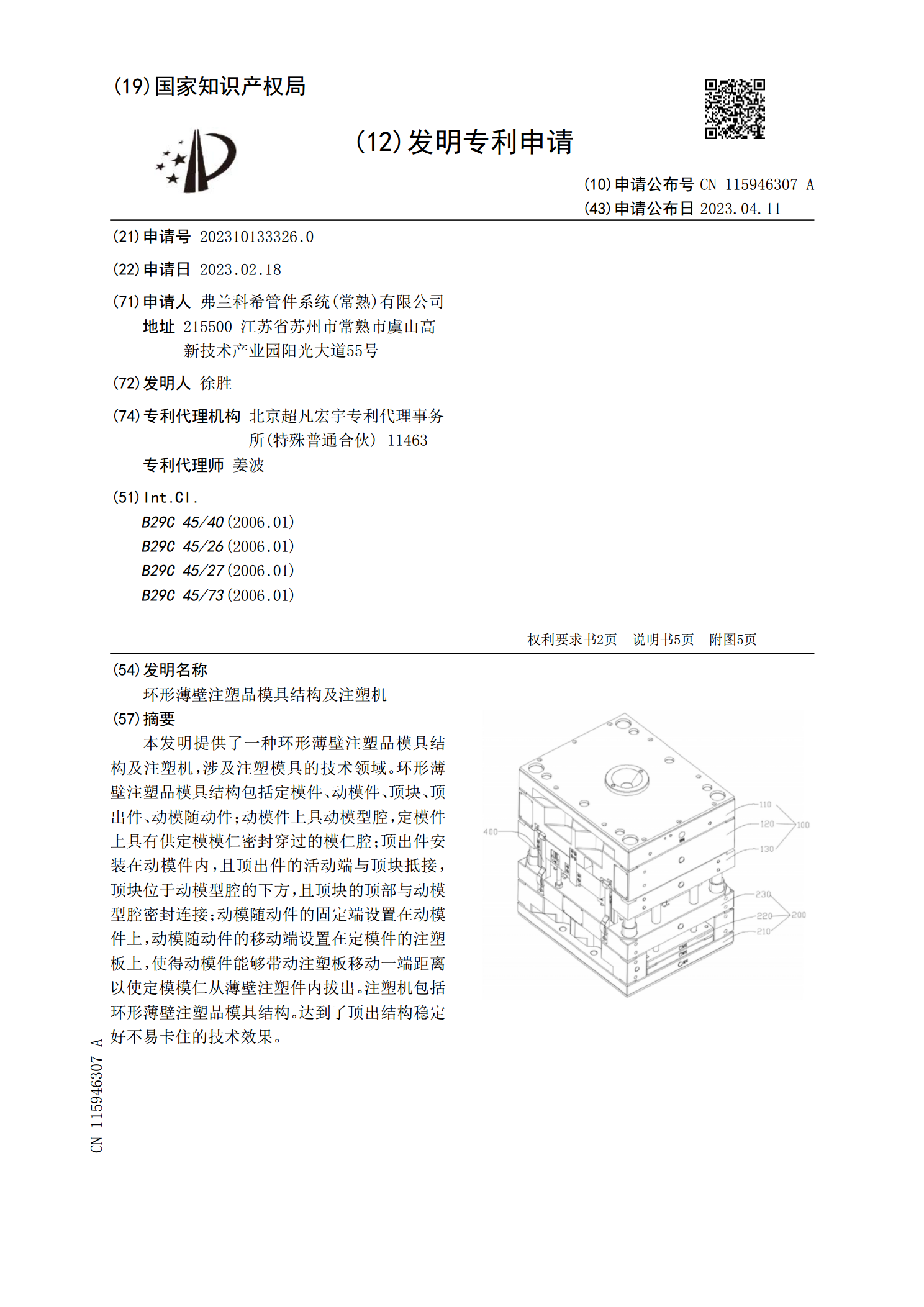
本发明提供了一种环形薄壁注塑品模具结构及注塑机,涉及注塑模具的技术领域。环形薄壁注塑品模具结构包括定模件、动模件、顶块、顶出件、动模随动件;动模件上具动模型腔,定模件上具有供定模模仁密封穿过的模仁腔;顶出件安装在动模件内,且顶出件的活动端与顶块抵接,顶块位于动模型腔的下方,且顶块的顶部与动模型腔密封连接;动模随动件的固定端设置在动模件上,动模随动件的移动端设置在定模件的注塑板上,使得动模件能够带动注塑板移动一端距离以使定模模仁从薄壁注塑件内拔出。注塑机包括环形薄壁注塑品模具结构。达到了顶出结构稳定好不易卡

注塑模具基本结构.ppt
海信模具设计部讲师(jiǎngshī):范贤池一套高光面壳模具(mújù)外观设计图动、定模胚装配图定模部分(bùfen)定模部分(bùfen)动模部分(bùfen)BC部分(bùfen)AC部分(bùfen)固定装置:当一套塑胶模具完成以后,怎么把它固定在注塑机上呢?通常(tōngcháng)有以下几种。码模坑:在模板侧面加工一些(yīxiē)坑,使得码铁伸入,收紧螺丝,把模架锁紧在注塑机上。码模槽:同码模孔一样用法,只不过一种(yīzhǒnꞬ)作孔而一种(yīzhǒnꞬ)锣槽,锣槽锣丝活动范围大,使用