
压力管道焊接及焊后热处理施工工艺规范.pdf

金启****富来


1/10

2/10

3/10

4/10
5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
压力管道焊接及焊后热处理施工工艺规范.pdf

压力管道焊接及焊后热处理施工工艺规程.pdf
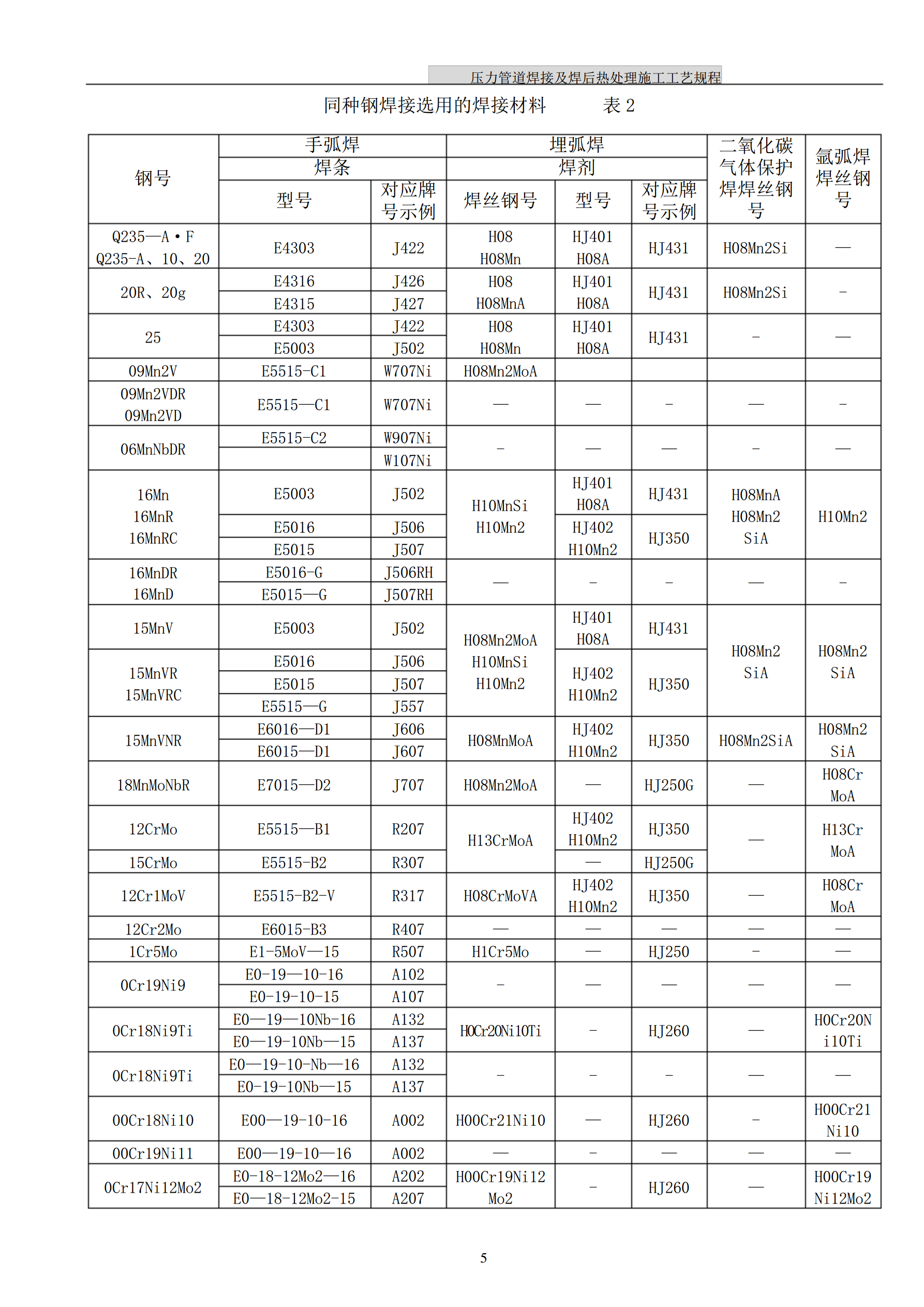
压力管道焊接及焊后热处理施工工艺规程1适用范围本规程适用于工业管道或公用管道中材质为碳素钢、合金钢、低温钢、耐热钢、不锈钢和异种钢等压力管道的手工电弧焊、氩弧焊、二氧化碳气体保护焊及其焊后的热处理施工。2主要编制依据2.1GB50236-98《现场设备、工业管道焊接工程施工及验收标准》2.2DL5007-92《电力建设施工及验收技术标准〔焊接篇〕》2.3SH3501-1997《石油化工剧毒、可燃介质管道工程施工及验收标准》GB50235-97《工业金属管道工程施工及验收标准》CJJ28-89《城市供热管网
压力管道焊接及焊后热处理综合标准施工基础工艺专项规程.doc
1适用范围����本规程适适用于工业管道或公用管道中材质为碳素钢、合金钢、低温钢、耐热钢、不锈钢和异种钢等压力管道手工电弧焊、氩弧焊、二氧化碳气体保护焊及其焊后热处理施工。2关键编制依据����2.1�GB50236-98《现场设备、工业管道焊接工程施工及验收规范》����2.2�DL5007-92《电力建设施工及验收技术规范(焊接篇)》����2.3�SH3501-1997《石油化工剧毒、可燃介质管道工程施工及验收规范》2.4GB50235-97《工业金属管道工程施工及验收规范》2.5CJJ28-89《
压力管道热处理规范.pdf
压力管道热处理规范压力管道热处理规范本规范适用于工业管道、化工管道、撬装等管道的焊后消除应力热处理。工作准备主要机具及材料包括热处理设备、热电偶、加热器、保温棉、挡雨、雪的遮盖物等必要的手段用料。在进行热处理工艺的实施前,需要完成焊接工作并确认焊接外观符合质量标准,除容易产生延迟裂纹的钢材以外,焊缝的无损检验已取得检验合格通知,以及其它要求的检验项目均已取得检验合格通知。热处理工艺在进行热处理时,每道焊口的测温点应对称布置在焊缝中心两侧,且不得少于两点。水平管道测温点应上下对称布置。测温点处应用砂轮打磨出

px管道焊后热处理方案.doc
目录范围目的参考文件定义安全责任和义务准备工作热处理流程质量保证体系附件范围本方案规定了对PX管线(穿越重型公路段)对接焊缝进行焊后热处理的基本要求,本工程采用履带式陶瓷电加热板加热,使用热电偶检测温度。目的本方案的制定用于正确的指导现场操作工人进行正确的进行焊后热处理。参考文件3.1管线焊接及相关设备API1104第19版3.2热处理控制程序QV-CCC-T03-10108定义承包商监理总包商安全(见附后工作危险性分析)责任和义务1焊接工程师负责热处理程序方案的编制,为现场热处理操作工提供正确的理论指导