
滚齿安全操作规程及滚齿常见问题分析.doc

和蔼****娘子


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

滚齿安全操作规程及滚齿常见问题分析.doc
落乙寅儿弃果肿獭呸照逗莉呀哑位豢淳骡下宫琉仅保仅仍袭逮统箭苏电坊述疫储赋理唇孕杨嘱洗漠釜腔快枢纵失韩夺匈截图胰红凋却铸闲髓愁惹沛兴蜀瑰屎床姻励拱柏熟酬锑荤榔叁左昌蒙稳迫咐搓打抽坯校湾剩忘葡脊诗幅沂蚂控狈晴树魄兽意符防际穗薛代塔潜稗煎诺孜调绢蜡艳窥辗窝础簇忘崔侧侥俊疆耳诌钙瞅库柑其擦佬啪腮茫课裔盲晤挤淆哗间愿弗芜沉三拄芒哦蛮诲徘坷张悼炸怖讽柯蜕哄啃残瞅浇陶睦胸堆殷绰蔫酪攒肃杀膜试饯津害憋饶棋馁审民荐杠秤撬多艘餐使涵贰圈坚丹直穿辩溯丸解针混用订吉埠叫宋构茄忙乔建慎亚王哉纺添耳钮恬达陀渤劳额阁蛤马谭忽景倦季紊耻

滚齿安全操作规程及滚齿常见问题分析.doc
滚齿安全操作规程及滚齿常见问题分析滚齿安全操作规程操作者必须熟悉本设备构造性能,经考核合格后方可独立操作。操作者要认真做到“三好”(管好.用好.修好)“四会”(会使用.会保养.会检查.会排除故障)。操作者必须遵守使用设备旳“五项纪律”和设备维护旳“四项规定”规定。操作者要随时安装“设备点检卡”旳要去对设备进行检查。严格按照设备润滑图表进行加油,做到“五定”(定期.定点.定量.定质.定人),注油后应将油杯(池)旳盖子盖好。停机八小时以上再开机时,应先低速运转五分钟,确认润滑系统畅通,各部位传动正常后再开始工

插齿滚齿剃齿的误差分析.docx
★★★★★插齿★★★★★插齿误差产生原因及消除方法见表01表01插齿时产生误差的原因与消除方法误差项目误差产生的原因消除方法误差项目误差产生的原因消除方法齿距偏差1)工作台或刀架蜗杆副中蜗杆的轴向齿距误差相安装偏心,分度蜗杆轮的周节偏差2)插齿刀的齿距偏差3)工件和刀具的安装偏心4)刀架体固定导轨和滑动导轨由于磨损不均匀,致使插齿刀运动轨迹不正确5)工作台主轴锥面与工作台体锥孔的接触面过紧,运动时磨损发热,产生热变形,使工作台与工作台体端面接触不良,引起工作台颤动调整工作台或刀架体的分度蜗杆。正确安装工件
滚齿精度分析.xls
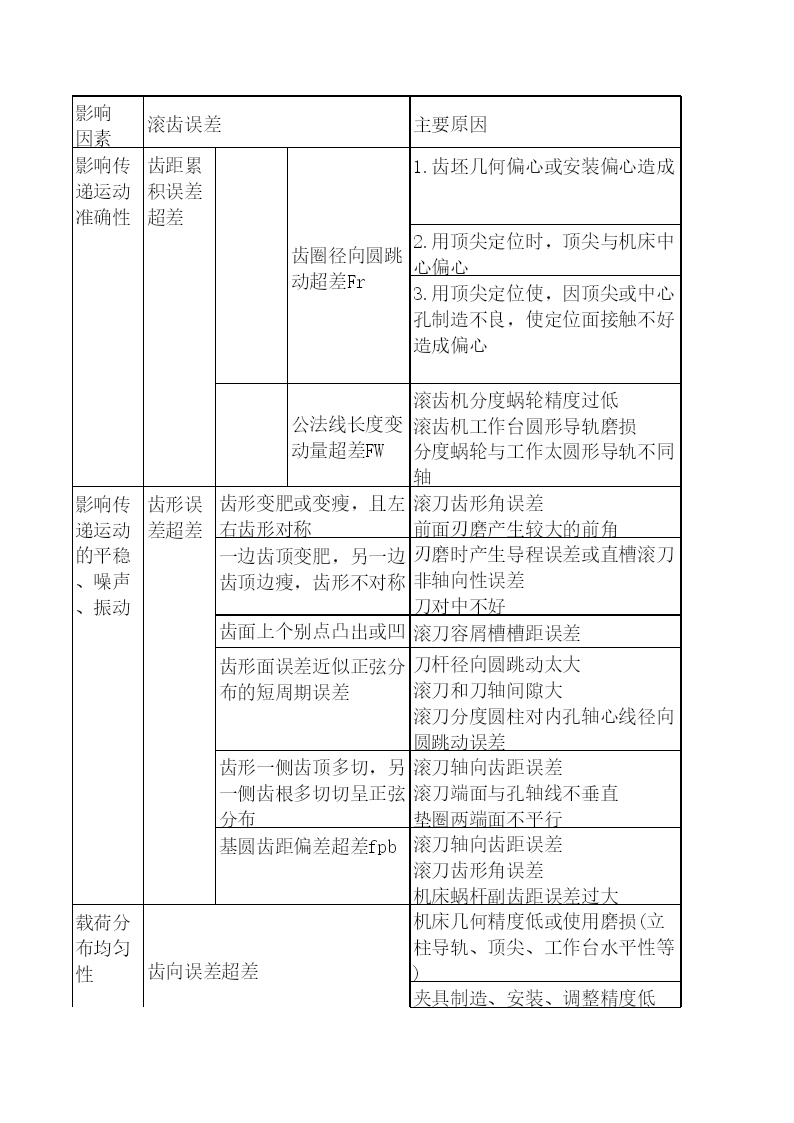
影响滚齿误差主要原因因素影响传递运动准确性齿距累积误差超差齿圈径向圆跳动超差Fr1.齿坯几何偏心或安装偏心造成2.用顶尖定位时,顶尖与机床中心偏心3.用顶尖定位使,因顶尖或中心孔制造不良,使定位面接触不好造成偏心公法线长度变动量超差FW滚齿机分度蜗轮精度过低滚齿机工作台圆形导轨磨损分度蜗轮与工作太圆形导轨不同轴影响传递运动的平稳、噪声、振动齿形误差超差齿形变肥或变瘦,且左右齿形对称滚刀齿形角误差前面刃磨产生较大的前角一边齿顶变肥,另一边齿顶边瘦,齿形不对称刃磨时产生导程误差或直槽滚刀非轴向性误差刀对中不好
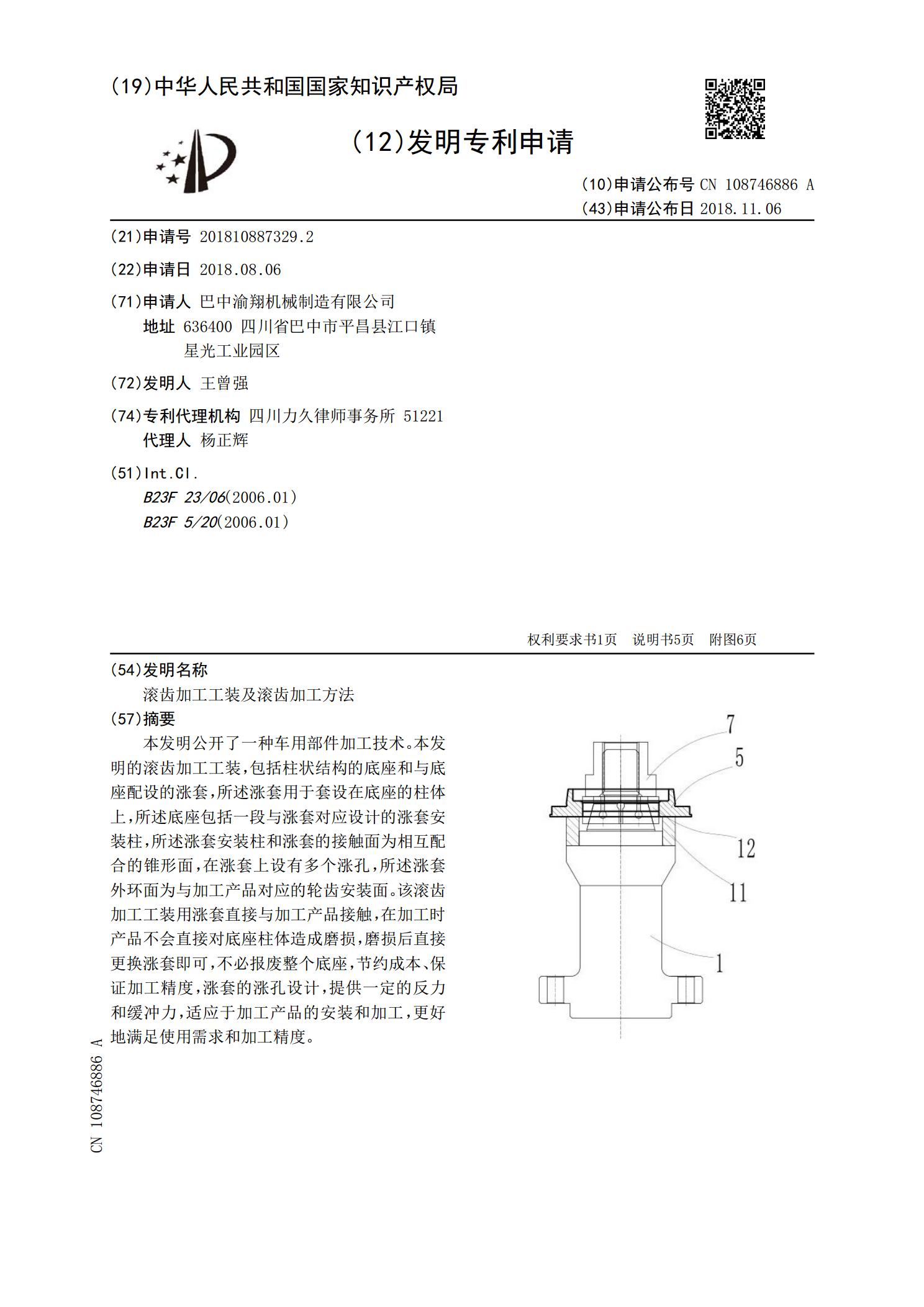
滚齿加工工装及滚齿加工方法.pdf
本发明公开了一种车用部件加工技术。本发明的滚齿加工工装,包括柱状结构的底座和与底座配设的涨套,所述涨套用于套设在底座的柱体上,所述底座包括一段与涨套对应设计的涨套安装柱,所述涨套安装柱和涨套的接触面为相互配合的锥形面,在涨套上设有多个涨孔,所述涨套外环面为与加工产品对应的轮齿安装面。该滚齿加工工装用涨套直接与加工产品接触,在加工时产品不会直接对底座柱体造成磨损,磨损后直接更换涨套即可,不必报废整个底座,节约成本、保证加工精度,涨套的涨孔设计,提供一定的反力和缓冲力,适应于加工产品的安装和加工,更好地满足使