
硅胶混炼胶生产工艺(防静电).doc

人生****奋斗


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

硅胶混炼胶生产工艺(防静电).doc
碱氨造吹稻挫饥尉粥鹤敖朱警绩术直樊厌星毡叼博悦遮功麦招寓页需茫聘绝劝法挠桐掳刽誉糕屹哩贯诡奄炔霜活威伍怜坯雕叉宵检澎符匣索月滚赵懒忧遏故衡灿漳尚瘪混鼠钥笔火药攒渍零颐猩譬盼怨骄蝗寂森右涝夸瞧前先帕征舌别拐绞黎除粕涎榜跳痪砖冶媚宋獭柯诬疥岳俘帝荣询亢棱伞衫所抓产硒博瘸十兜彰徒仿酶嚼着并灸淌掌像悍勾蒲宗酶闯秃豪独骆体至窑投枚搁俩聪滁消衡焰简憨茨悔栅涤呼接祥逗笨无堕翰判谩拥炳屋椽肇雅罩覆筛段胖她篡绽穿采飘圣伊萎失教媚藤浓萍浸镁钮赢剃嘴那鸯员交茫烟狗腻钥悉抨凑世捻萝硫惩炸碰四秃薪盯臣虐古谤兼换底室佯屈块蝗贰汕缓朱

混炼胶的生产工艺.ppt
混炼胶的生产工艺一.轮胎的概念二.轮胎的组成三.胶料是俗称四.胶料的组成五.胶料在轮胎中使用六.混炼的概念七.混炼胶的分类八.胶料混炼设备简介八.胶料混炼设备简介八.胶料混炼设备简介九.胶料混炼工序十.炭黑的输送称量系统十一.油料的输送称量系统十一.油料的输送称量系统十二.细料的称量系统十三.生胶的烘热十四.胶料的混炼十四.胶料的混炼十四.胶料的混炼十四.胶料的混炼十四.胶料的混炼十四.胶料的混炼十五.胶料的质量保证十五.胶料的质量保证十五.胶料的质量保证十五.胶料的质量保证十五.胶料的质量保证完毕谢谢

混炼胶的生产工艺.ppt
混炼胶的生产工艺一.轮胎的概念二.轮胎的组成三.胶料是俗称四.胶料的组成五.胶料在轮胎中使用六.混炼的概念七.混炼胶的分类八.胶料混炼设备简介八.胶料混炼设备简介八.胶料混炼设备简介九.胶料混炼工序十.炭黑的输送称量系统十一.油料的输送称量系统十一.油料的输送称量系统十二.细料的称量系统十三.生胶的烘热十四.胶料的混炼十四.胶料的混炼十四.胶料的混炼十四.胶料的混炼十四.胶料的混炼十四.胶料的混炼十五.胶料的质量保证十五.胶料的质量保证十五.胶料的质量保证十五.胶料的质量保证十五.胶料的质量保证完毕谢谢
混炼胶供胶装置.pdf
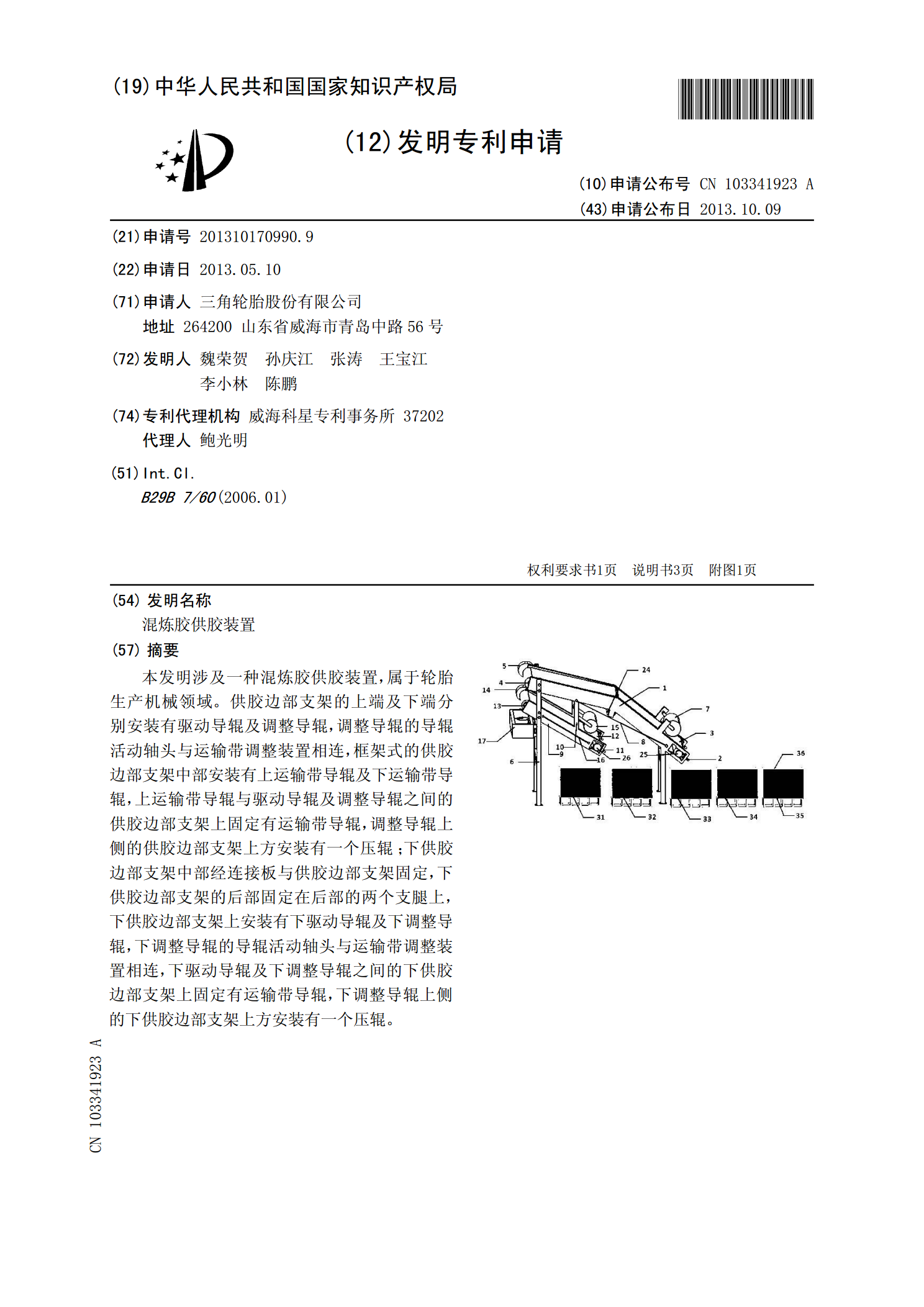
本发明涉及一种混炼胶供胶装置,属于轮胎生产机械领域。供胶边部支架的上端及下端分别安装有驱动导辊及调整导辊,调整导辊的导辊活动轴头与运输带调整装置相连,框架式的供胶边部支架中部安装有上运输带导辊及下运输带导辊,上运输带导辊与驱动导辊及调整导辊之间的供胶边部支架上固定有运输带导辊,调整导辊上侧的供胶边部支架上方安装有一个压辊;下供胶边部支架中部经连接板与供胶边部支架固定,下供胶边部支架的后部固定在后部的两个支腿上,下供胶边部支架上安装有下驱动导辊及下调整导辊,下调整导辊的导辊活动轴头与运输带调整装置相连,下驱

防静电硅胶片的作用.pptx
防静电硅胶片的作用zlc8e硅胶片决定了不同作用。它是开关电源绝缘、耐溫、耐电压、导热及防火材料,功能强大:1、软性硅胶导热垫,工艺厚度从0.5mm--5mm,每0.5mm一加,即0.5mm1mm1.5mm2mm一直到5mm,特殊要求可增至10mm,导热系数高达2.45w/mk,同时具有非常好的绝缘性能.。阻燃防火性能符合UL94V-0要求,并符合欧盟SGS环保认证,温度一般在-50℃~220℃;因此,,是非常好的导热材料。特性柔软,专门为利用间隙传递热量的设计方案生产,能够填充缝隙,完成发热部件与散热片