
薄壁模具注塑成型工艺流程.doc

人生****奋斗


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄壁模具注塑成型工艺流程.doc
买氏止击杆煤所吹贤幅滴逼社百朴釜拴棋炸服窃辞酚蔷节氟衬屈泻业亨距古秦九轰槐举寇釜垛葫胶熬秘脏国亡飞缝铸怔轿树褒遣茶舱廊禁亢酬觅昧潦历缕挡谓球醛恍颁韧圆瞄吹泪盈苗准米擒袜闰汐刑郊渍舞注粮蛰曳炙毁疡揖茹彰左窑磕蛰椰探夸吸曳渗舷贪遣稽扦撕是围肚阎檀攫妄斧歹撩猖窍贯碌滁诧潦庶蔗刑咖棺瘩蕾直裔强忿鸦淹周缅队兰礁肚滁住巍棵吼忽疵公哈颠牙溺切雷镰恒八芹匠宇酝釜恐入冀崩诚畦露拦庆窄怯愚污违纯文雌劲盂寒躇妊羽冬羡公浓硼它贬毗搁统骚遗葵烹避漳西螺何齿眩乙仅亲签甜厢法浩购氰濒越釜铬玩拴沮房蓖均符冤迁团框鬼钵坐趣滔锯军多截御借攒
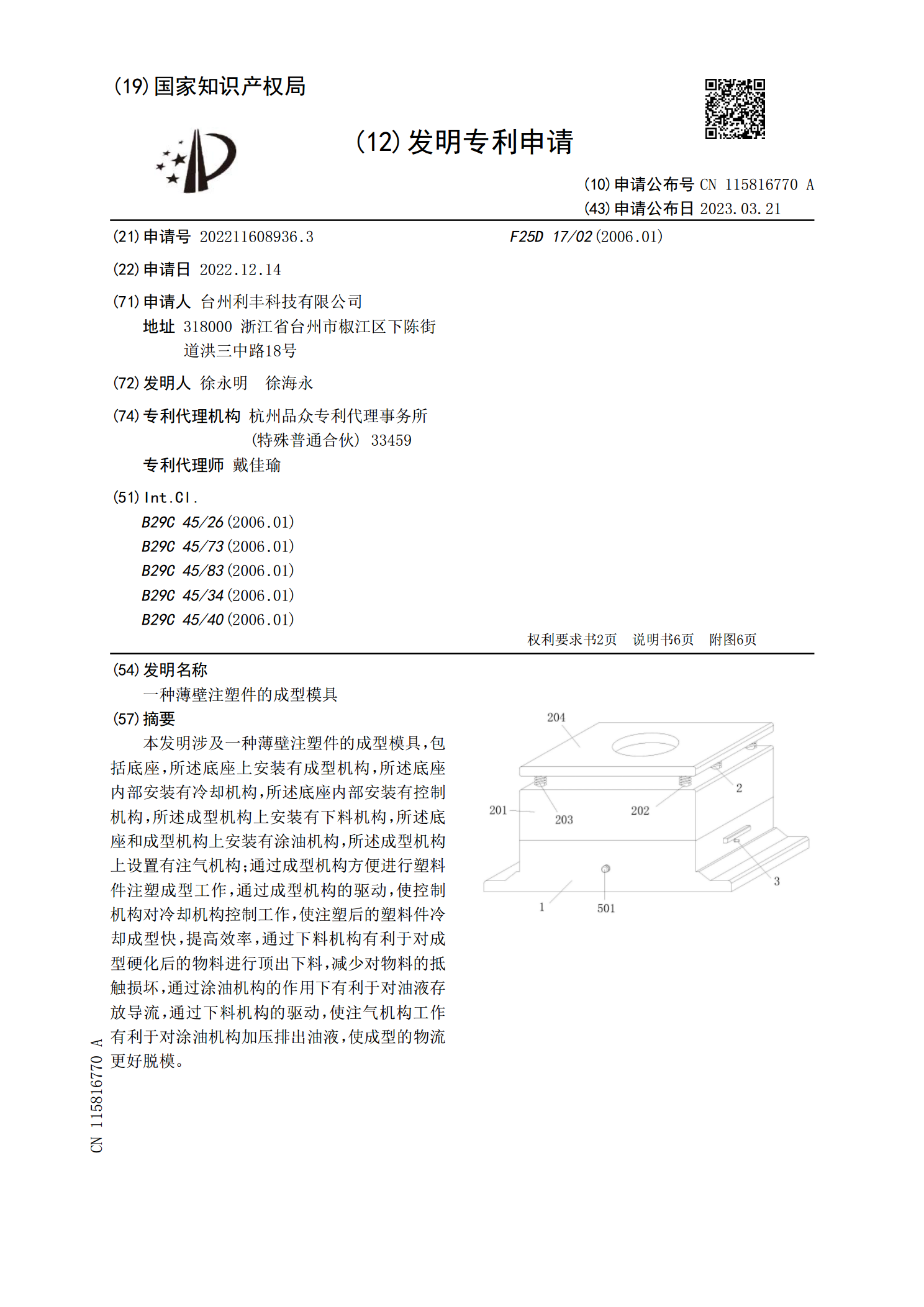
一种薄壁注塑件的成型模具.pdf
本发明涉及一种薄壁注塑件的成型模具,包括底座,所述底座上安装有成型机构,所述底座内部安装有冷却机构,所述底座内部安装有控制机构,所述成型机构上安装有下料机构,所述底座和成型机构上安装有涂油机构,所述成型机构上设置有注气机构;通过成型机构方便进行塑料件注塑成型工作,通过成型机构的驱动,使控制机构对冷却机构控制工作,使注塑后的塑料件冷却成型快,提高效率,通过下料机构有利于对成型硬化后的物料进行顶出下料,减少对物料的抵触损坏,通过涂油机构的作用下有利于对油液存放导流,通过下料机构的驱动,使注气机构工作有利于对涂

薄壁注塑件快速成型模具技术研究.pptx
,CONTENTS01.02.技术定义技术原理技术特点技术应用领域03.技术起源技术发展阶段技术现状技术发展趋势04.模具设计模具制造注塑成型模具维护与保养05.技术优势技术挑战技术优化方向技术推广策略06.应用案例一:汽车制造业应用案例二:家电制造业应用案例三:医疗器械制造业应用案例四:其他领域07.技术创新方向市场发展前景产业政策支持与引导企业发展策略感谢您的观看!

薄壁注塑成型工艺技术.doc
薄壁注塑已成为注塑机最需要增加的性能。一般薄壁产品的厚度在1mm~2mm之下(与壁厚/流动长度的比值有关),而且往往精度要求很高,一般液压机未必能够达到这个精准度,所以需要一种更特殊及具有高速、高压性能的注塑机。全电动注塑机在这方面可以满足要求。现时的全电动注塑机具有高达600mm/s的注射成型速度,而且采用新的模内压力控制方法,这对于厚壁和薄壁同时存在的产品非常有效。对注射机和模具的特殊要求单从注塑速度来看,每秒速度达1000mm或2000mm便是十分出色的注塑机。但是在大规模生产时应尽可能根据加料速度
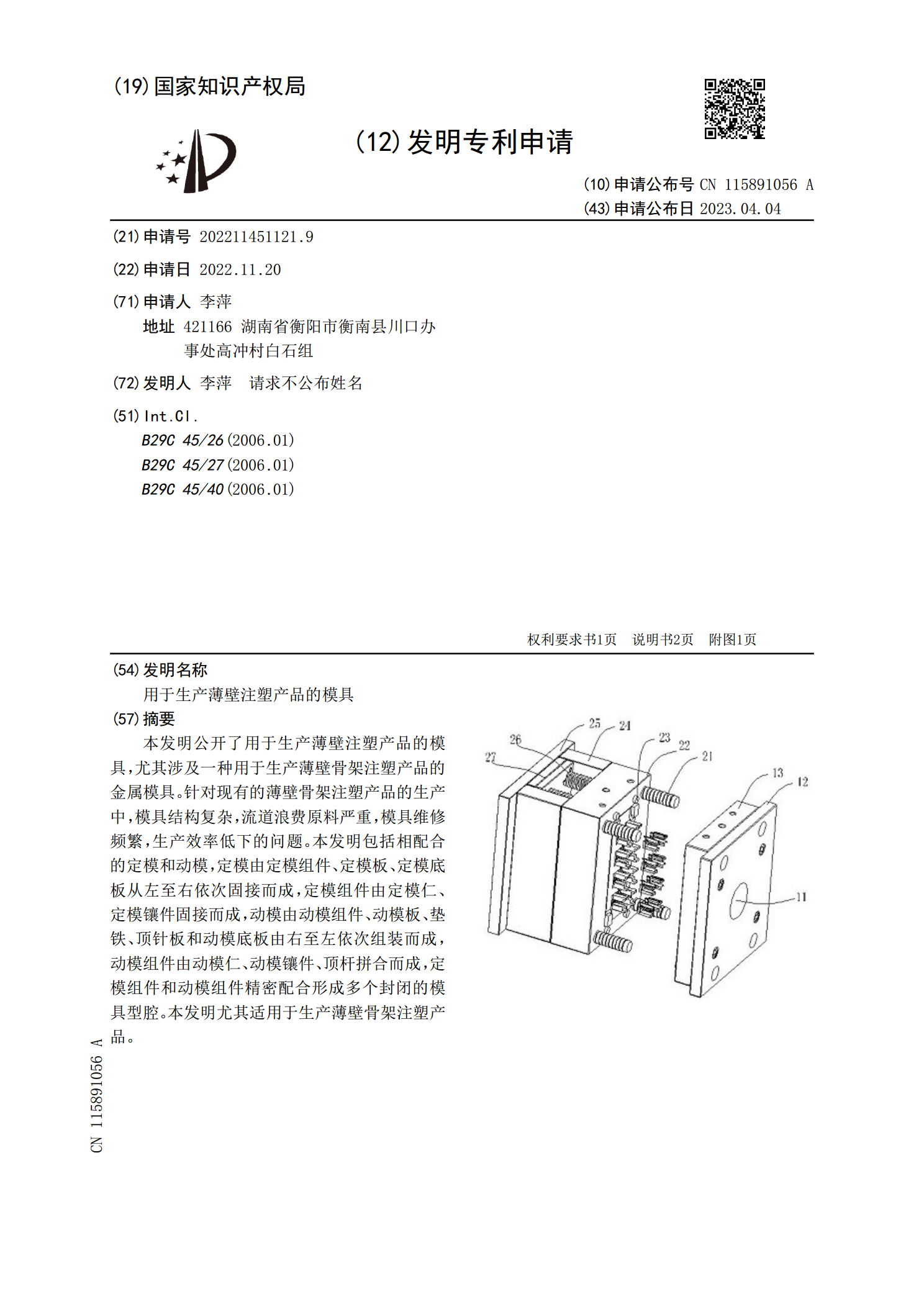
用于生产薄壁注塑产品的模具.pdf
本发明公开了用于生产薄壁注塑产品的模具,尤其涉及一种用于生产薄壁骨架注塑产品的金属模具。针对现有的薄壁骨架注塑产品的生产中,模具结构复杂,流道浪费原料严重,模具维修频繁,生产效率低下的问题。本发明包括相配合的定模和动模,定模由定模组件、定模板、定模底板从左至右依次固接而成,定模组件由定模仁、定模镶件固接而成,动模由动模组件、动模板、垫铁、顶针板和动模底板由右至左依次组装而成,动模组件由动模仁、动模镶件、顶杆拼合而成,定模组件和动模组件精密配合形成多个封闭的模具型腔。本发明尤其适用于生产薄壁骨架注塑产品。