
一种耐高温工作的高功率密度、高速永磁转子研究.docx

胜利****实阿


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种耐高温工作的高功率密度、高速永磁转子研究.docx
一种耐高温工作的高功率密度、高速永磁转子研究黑龙江省哈尔滨市150066摘要:本文研究了一种耐高温工作的高功率密度、高速永磁转子,介绍了具体的技术实施方案,克服了传统永磁转子无法兼顾耐高温工作、高功率密度和高速旋转等优点,满足了航空发电机的长期耐高温工作、高转速、高功率密度、高效率等使用要求。关键词:耐高温工作;高功率密度;高速永磁转子序言传统电机永磁转子将磁极镶嵌在转子铁芯内,形成转子组件。这种电机转子组件不仅制造不方便,而且转子高速运行时磁极有可能被强大的离心力甩出来。磁极常规选择钕铁硼、铁氧体、铝镍

一种高功率密度高速永磁同步电动机.pdf
本实用新型公开了一种高功率密度高速永磁同步电动机,包括机座,机座内为圆柱形空腔,在圆柱形空腔内装配有定子绕组,在定子绕组内装配有转子,转子铁心热套在转轴上,在轴伸端的机座上安装有法兰端盖,在非轴伸端的机座上安装有后端盖,在后端盖内装配有旋转变压器测量转轴转速以配合变频器实现转速闭环控制;所述定子绕组采用H级变频绝缘,转子的隔磁磁桥的厚度为1.2~1.6mm,在转子冲片的外圆周上绕周向冲有多个半圆形缺口从而在转子圆周上形成多个半圆形通槽,转子为刚性转子,增大转子中间质量分布以达到所设计要求的临界转速,缩短转
一种高功率密度高速永磁同步电动机.pdf
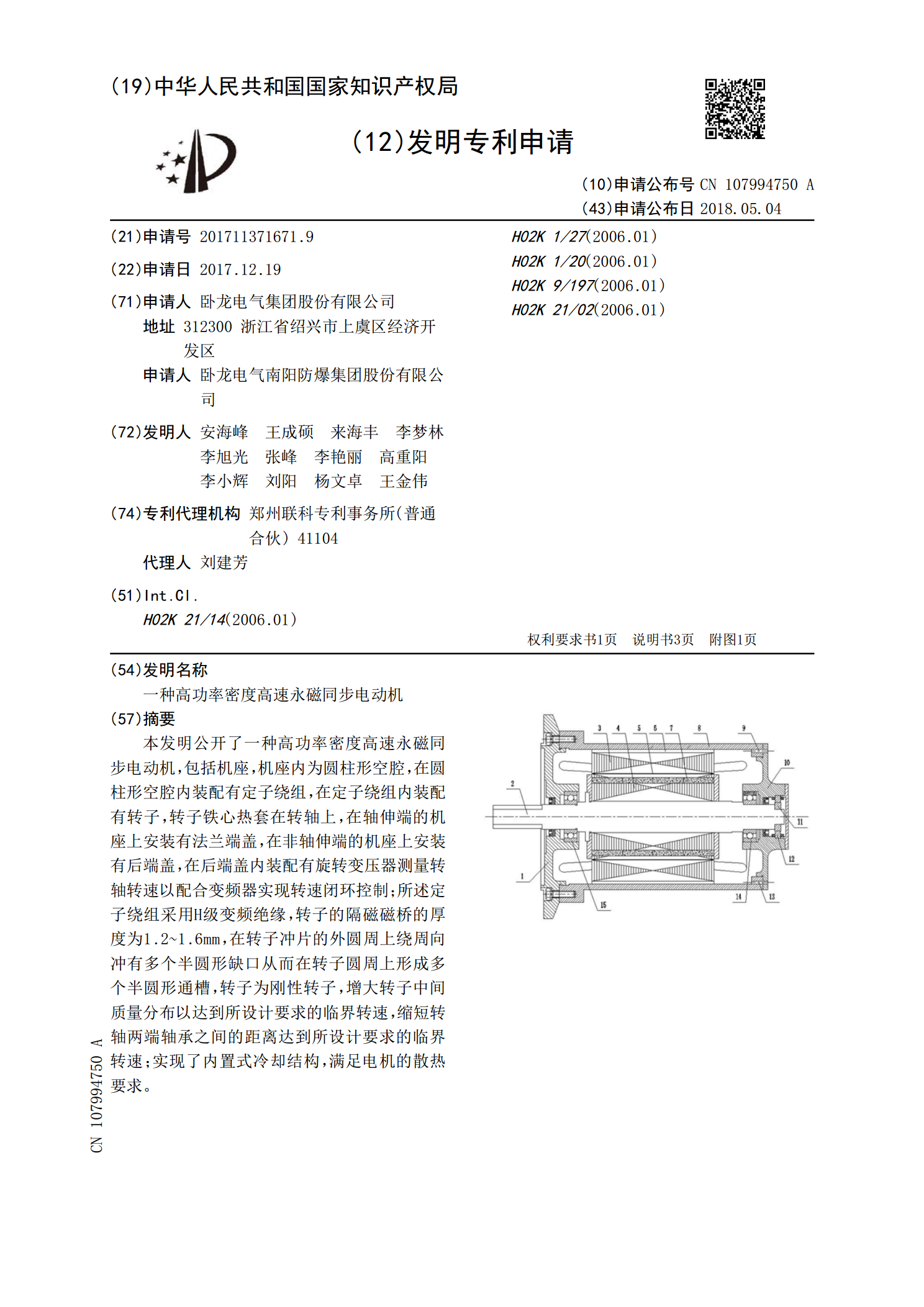
本发明公开了一种高功率密度高速永磁同步电动机,包括机座,机座内为圆柱形空腔,在圆柱形空腔内装配有定子绕组,在定子绕组内装配有转子,转子铁心热套在转轴上,在轴伸端的机座上安装有法兰端盖,在非轴伸端的机座上安装有后端盖,在后端盖内装配有旋转变压器测量转轴转速以配合变频器实现转速闭环控制;所述定子绕组采用H级变频绝缘,转子的隔磁磁桥的厚度为1.2~1.6mm,在转子冲片的外圆周上绕周向冲有多个半圆形缺口从而在转子圆周上形成多个半圆形通槽,转子为刚性转子,增大转子中间质量分布以达到所设计要求的临界转速,缩短转轴两
一种高功率密度的永磁电机.pdf
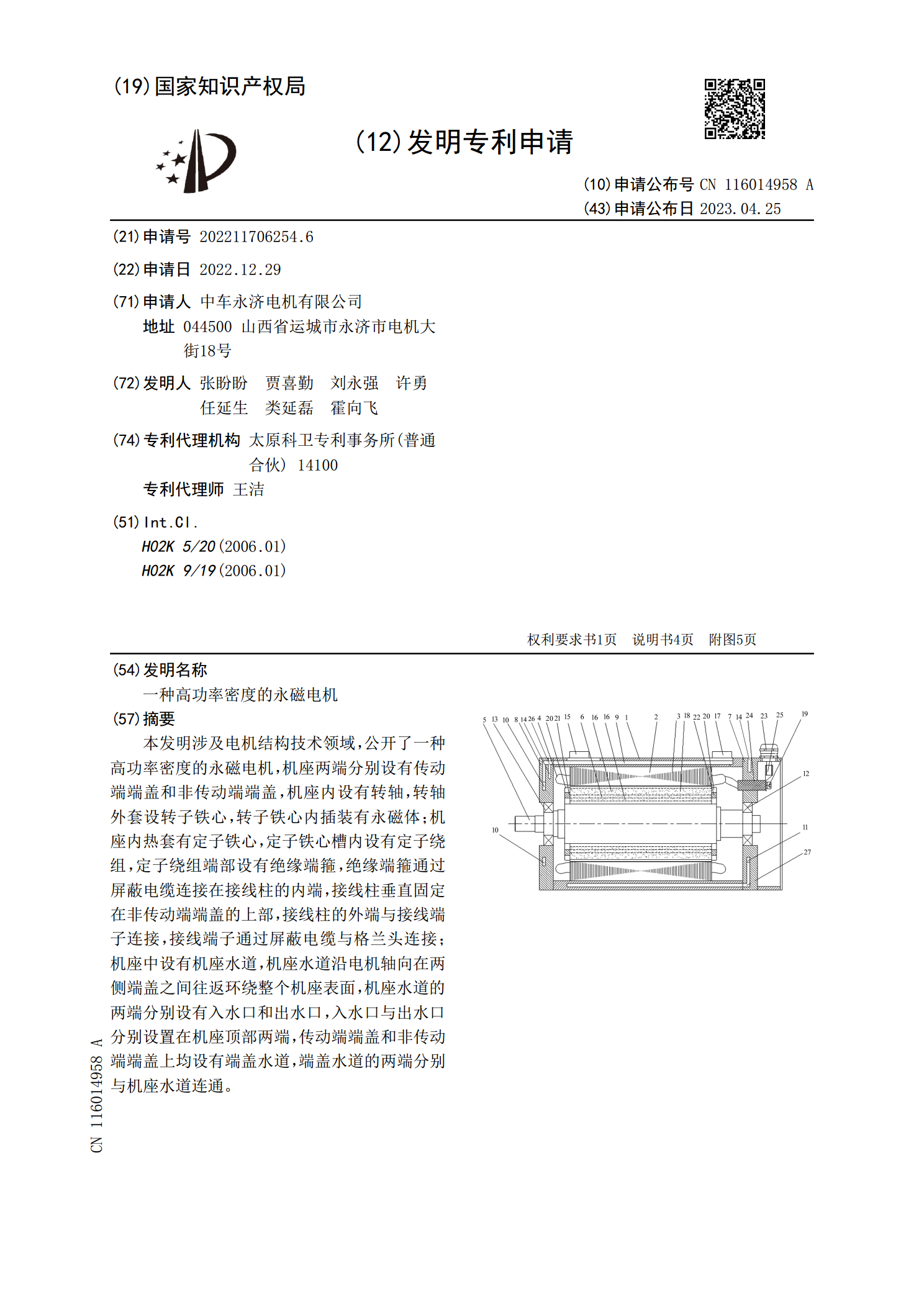
本发明涉及电机结构技术领域,公开了一种高功率密度的永磁电机,机座两端分别设有传动端端盖和非传动端端盖,机座内设有转轴,转轴外套设转子铁心,转子铁心内插装有永磁体;机座内热套有定子铁心,定子铁心槽内设有定子绕组,定子绕组端部设有绝缘端箍,绝缘端箍通过屏蔽电缆连接在接线柱的内端,接线柱垂直固定在非传动端端盖的上部,接线柱的外端与接线端子连接,接线端子通过屏蔽电缆与格兰头连接;机座中设有机座水道,机座水道沿电机轴向在两侧端盖之间往返环绕整个机座表面,机座水道的两端分别设有入水口和出水口,入水口与出水口分别设置在

高速永磁电机转子动平衡的试验研究.docx
高速永磁电机转子动平衡的试验研究高速永磁电机转子动平衡的试验研究摘要:随着技术的不断发展,高速永磁电机在各个领域得到了广泛应用。由于电机转子动态平衡的重要性,本文针对高速永磁电机转子动平衡进行了试验研究。通过实验测试和数据分析,总结了一些提高转子动平衡性能的方法,并探讨了一些可能存在的问题和改进方向。本文的研究对于提高高速永磁电机的性能和服务寿命具有一定的指导意义。1.引言高速永磁电机由于具有功率密度高、效率高、响应速度快等优点,被广泛应用于飞行器、船舶、车辆和工业领域。在电机的运行过程中,由于各种因素的