
配有液压助卷辊的热带钢卷取机的学习与研究.docx

胜利****实阿


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

配有液压助卷辊的热带钢卷取机的学习与研究.docx
配有液压助卷辊的热带钢卷取机的学习与研究论文导读:热轧带钢卷取机助卷辊的作用是促使带钢在卷筒上形成带卷。目前,先进的热轧带钢生产线均采用全液压卷取机,高性能的助卷辊自动跳步控制(AJC)也随之推广应用。热轧带钢卷取机采用响应速度快、控制精度高的液压缸驱动后,可以使助卷辊AJC跳步控制有效实施,,并由此大大提高了带钢表面质量。关键词:助卷辊,跳步控制,表面质量热轧带钢卷取机助卷辊的作用是促使带钢在卷筒上形成带卷。通常由3个助卷辊组成,顺着卷取方向由密到疏进行配置,即1#、2#助卷辊相距较近,而2#、3#助卷
防止卷取机助卷辊前导板阻弯带钢的方法.pdf
防止卷取机助卷辊前导板阻弯带钢的方法,属于冶金行业热连轧机配套设施的使用方法,将前导板顺时针旋转3°,使前导板与助卷辊辊面的切点重合。本发明使带钢头部可以顺畅地通过1#助卷辊后缠绕在卷筒上。杜绝了在带钢头部顶在1#助卷辊辊面上产生堆钢。减少了轧线废钢,保证了轧线正常生产。
一种热轧带钢卷取机助卷辊静标定方法.pdf
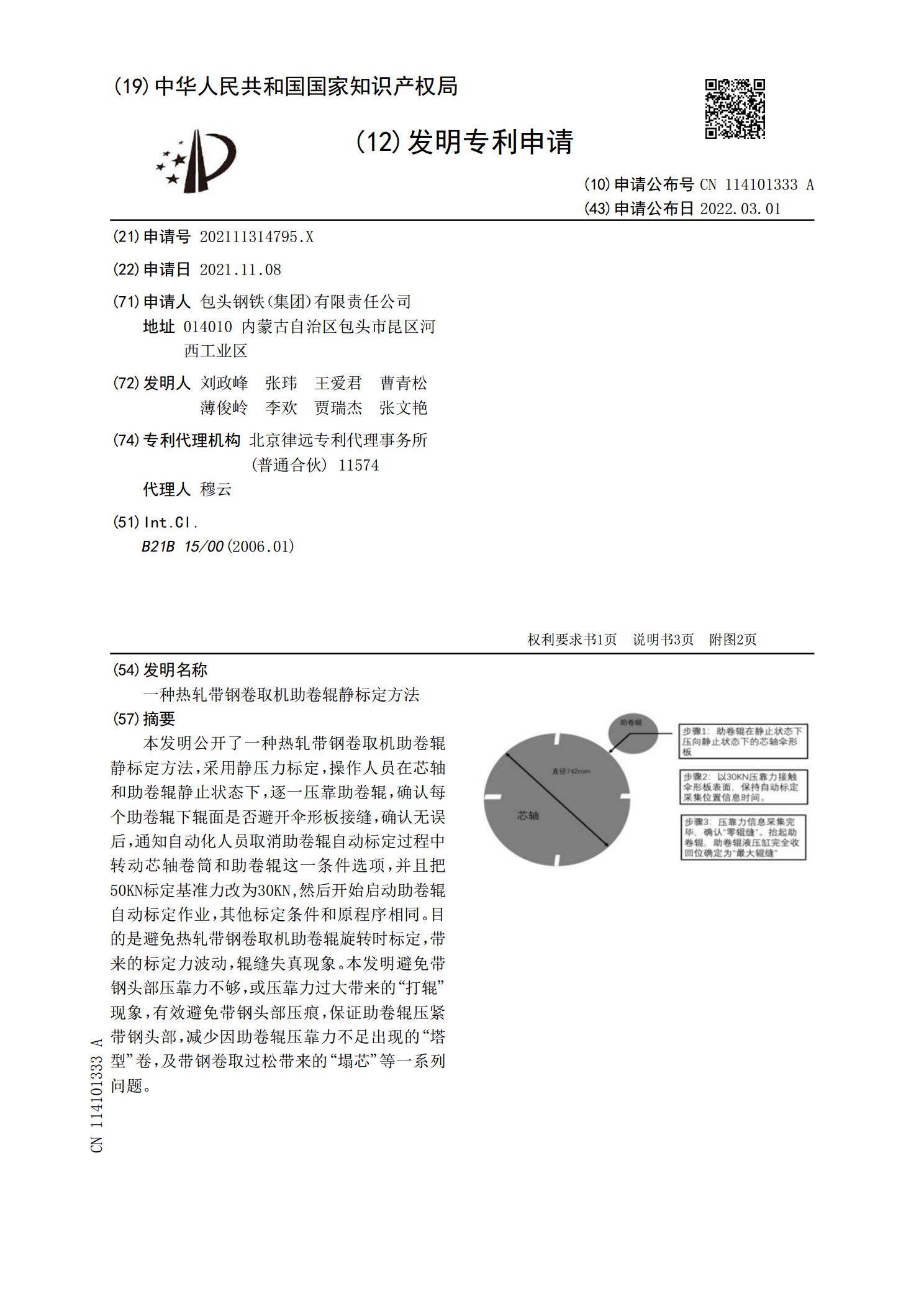
本发明公开了一种热轧带钢卷取机助卷辊静标定方法,采用静压力标定,操作人员在芯轴和助卷辊静止状态下,逐一压靠助卷辊,确认每个助卷辊下辊面是否避开伞形板接缝,确认无误后,通知自动化人员取消助卷辊自动标定过程中转动芯轴卷筒和助卷辊这一条件选项,并且把50KN标定基准力改为30KN,然后开始启动助卷辊自动标定作业,其他标定条件和原程序相同。目的是避免热轧带钢卷取机助卷辊旋转时标定,带来的标定力波动,辊缝失真现象。本发明避免带钢头部压靠力不够,或压靠力过大带来的“打辊”现象,有效避免带钢头部压痕,保证助卷辊压紧带钢

带钢卷取机的链式助卷器.pdf
本发明涉及一种带钢卷取机的配套装置,尤其涉及一种带钢卷取机的链式助卷器。该链式助卷器包括底座(1)、固定在底座上的车轮组件(2)、与车轮组件连接的运动支架(3)、铰接在运动支架上的上臂和下臂组件、与上下臂组件相连的拖链组件、液压组件。其中的拖链组件包括固定在运动支架上的链轮(6)、链条(11)。本发明采用链条取代了皮带,用链轮代替光辊。由于在链轮带动下的链条其强度大于高强度带钢,可使带钢迅速咬入而无铲断现象,改变了高强度带钢无法卷取的情况,从而降低了成本,提高了生产效率。

热带钢液压卷取机技术.docx
热带钢液压卷取机技术热带钢液压卷取机技术摘要:随着工程机械技术的不断进步,液压系统在大型机械设备中的应用日益广泛。热带钢液压卷取机作为一种特殊的液压设备,广泛应用于热带钢生产线中。本文主要介绍了热带钢液压卷取机的工作原理、结构特点、控制系统和应用前景,旨在提供一定的参考和指导。1.引言热带钢液压卷取机是在热带钢生产线中常见的设备之一,主要用于将热带钢卷绕成卷筒形,便于运输和存储。传统的卷取机多采用机械传动方式,但其传动效率低、噪音大、维护费用高等问题逐渐显现。而热带钢液压卷取机采用液压系统作为动力源,具有