
基于可淬火硼钢板热冲压成形实验研究.doc

星菱****23


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

基于可淬火硼钢板热冲压成形实验研究.doc
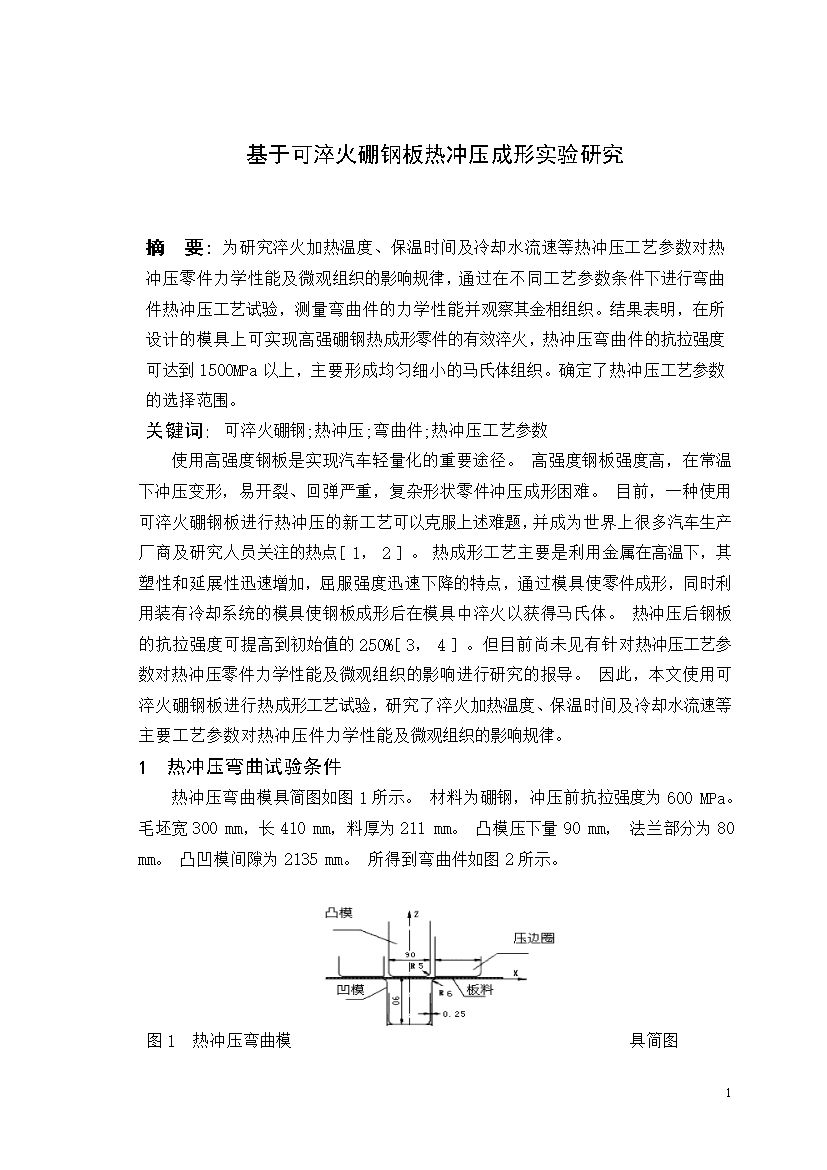
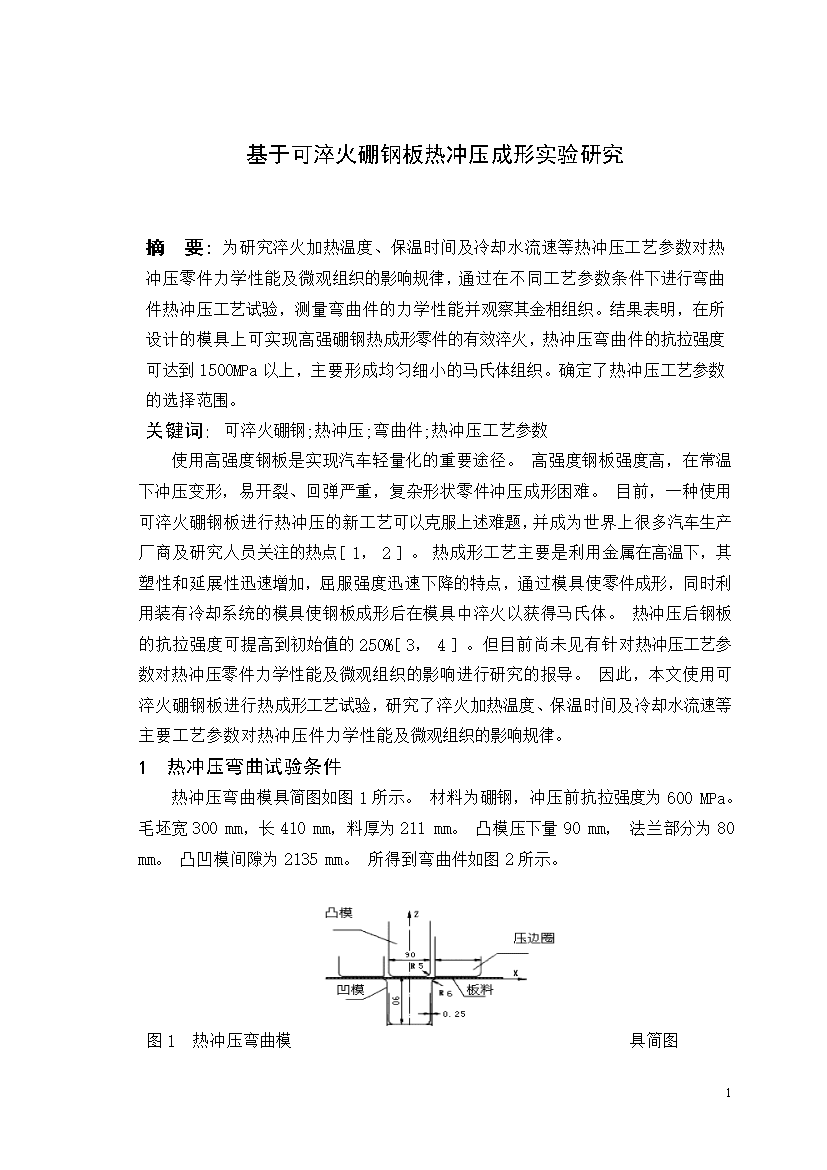
基于可淬火硼钢板热冲压成形实验研究摘要:为研究淬火加热温度、保温时间及冷却水流速等热冲压工艺参数对热冲压零件力学性能及微观组织的影响规律,通过在不同工艺参数条件下进行弯曲件热冲压工艺试验,测量弯曲件的力学性能并观察其金相组织。结果表明,在所设计的模具上可实现高强硼钢热成形零件的有效淬火,热冲压弯曲件的抗拉强度可达到1500MPa以上,主要形成均匀细小的马氏体组织。确定了热冲压工艺参数的选择范围。关键词:可淬火硼钢;热冲压;弯曲件;热冲压工艺参数使用高强度钢板是实现汽车轻量化的
基于可淬火硼钢板热冲压成形实验研究.doc
8基于可淬火硼钢板热冲压成形实验研究摘要:为研究淬火加热温度、保温时间及冷却水流速等热冲压工艺参数对热冲压零件力学性能及微观组织的影响规律,通过在不同工艺参数条件下进行弯曲件热冲压工艺试验,测量弯曲件的力学性能并观察其金相组织。结果表明,在所设计的模具上可实现高强硼钢热成形零件的有效淬火,热冲压弯曲件的抗拉强度可达到1500MPa以上,主要形成均匀细小的马氏体组织。确定了热冲压工艺参数的选择范围。关键词:可淬火硼钢;热冲压;弯曲件;热冲压工艺参数使用高强度钢板是实现汽车轻量化的重要途径。高强度钢板强度高,

基于可淬火硼钢板热冲压成形实验研究.doc
基于可淬火硼钢板热冲压成形实验研究摘要:为研究淬火加热温度、保温时间及冷却水流速等热冲压工艺参数对热冲压零件力学性能及微观组织的影响规律,通过在不同工艺参数条件下进行弯曲件热冲压工艺试验,测量弯曲件的力学性能并观察其金相组织。结果表明,在所设计的模具上可实现高强硼钢热成形零件的有效淬火,热冲压弯曲件的抗拉强度可达到1500MPa以上,主要形成均匀细小的马氏体组织。确定了热冲压工艺参数的选择范围。关键词:可淬火硼钢;热冲压;弯曲件;热冲压工艺参数使用高强度钢板是实现汽车轻量化的

基于可淬火硼钢板热冲压成形实验研究.doc
基于可淬火硼钢板热冲压成形实验研究摘要:为研究淬火加热温度、保温时间及冷却水流速等热冲压工艺参数对热冲压零件力学性能及微观组织的影响规律,通过在不同工艺参数条件下进行弯曲件热冲压工艺试验,测量弯曲件的力学性能并观察其金相组织。结果表明,在所设计的模具上可实现高强硼钢热成形零件的有效淬火,热冲压弯曲件的抗拉强度可达到1500MPa以上,主要形成均匀细小的马氏体组织。确定了热冲压工艺参数的选择范围。关键词:可淬火硼钢;热冲压;弯曲件;热冲压工艺参数使用高强度钢板是实现汽车轻量化
基于可淬火硼钢板热冲压成形实验研究.doc
8基于可淬火硼钢板热冲压成形实验研究摘要:为研究淬火加热温度、保温时间及冷却水流速等热冲压工艺参数对热冲压零件力学性能及微观组织的影响规律,通过在不同工艺参数条件下进行弯曲件热冲压工艺试验,测量弯曲件的力学性能并观察其金相组织。结果表明,在所设计的模具上可实现高强硼钢热成形零件的有效淬火,热冲压弯曲件的抗拉强度可达到1500MPa以上,主要形成均匀细小的马氏体组织。确定了热冲压工艺参数的选择范围。关键词:可淬火硼钢;热冲压;弯曲件;热冲压工艺参数使用高强度钢板是实现汽车轻量化的重要途径。高强度钢板强度高,