
滚齿加工工艺.docx

文光****iu


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

滚齿加工工艺.docx
滚齿加工工艺一、零件种类四轮轴齿、五轮组件、输出轴组件二、生产工艺流程四轮轴齿:四轮轴齿坏T滚齿T抛光处理T铰孔T清洗T包装入库五轮轴齿:五轮轴齿坏T滚齿T抛光处理T铰孔T清洗T五轮轮片:五轮片坏T滚齿T抛光处理T清洗T铆接六轮轮片:六轮片坏T铰孔T滚齿T抛光处理T清洗三、作业过程标准㈠、滚齿加工作业要求:1、调整机床参数安装交换齿轮并调试刀架轴向和纵向起点位置;(滚刀转速、进刀量、径向切削量、滚刀模数)2、采用两顶尖式装夹工件;(工件中孔作为定位基准)3、启动机床前应检查刀架、拖板是否在切削起点,抬刀时
滚齿加工工装及滚齿加工方法.pdf
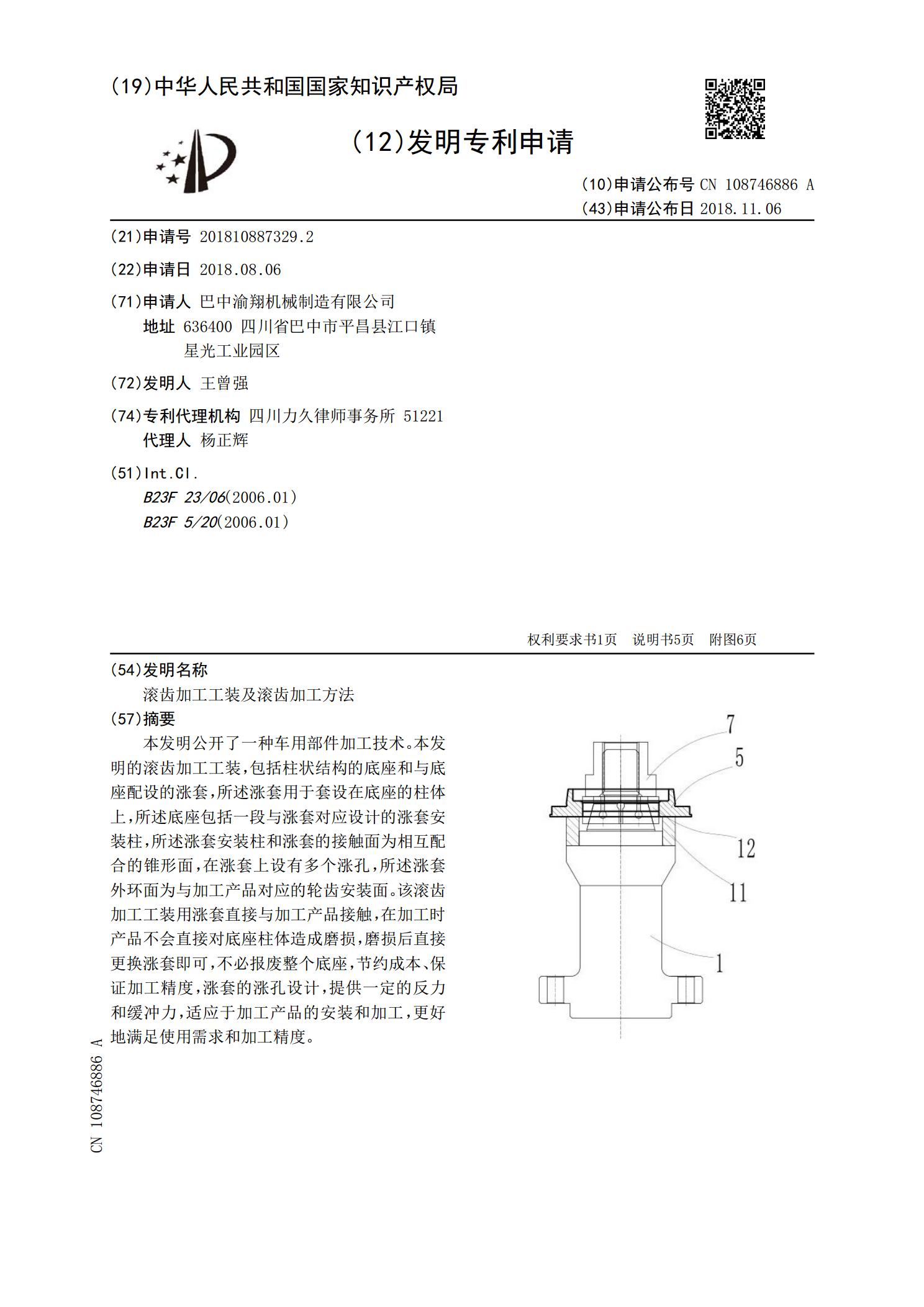
本发明公开了一种车用部件加工技术。本发明的滚齿加工工装,包括柱状结构的底座和与底座配设的涨套,所述涨套用于套设在底座的柱体上,所述底座包括一段与涨套对应设计的涨套安装柱,所述涨套安装柱和涨套的接触面为相互配合的锥形面,在涨套上设有多个涨孔,所述涨套外环面为与加工产品对应的轮齿安装面。该滚齿加工工装用涨套直接与加工产品接触,在加工时产品不会直接对底座柱体造成磨损,磨损后直接更换涨套即可,不必报废整个底座,节约成本、保证加工精度,涨套的涨孔设计,提供一定的反力和缓冲力,适应于加工产品的安装和加工,更好地满足使

小模数棘轮滚齿加工工艺探讨.docx
小模数棘轮滚齿加工工艺探讨小模数棘轮滚齿加工工艺探讨摘要:随着机械制造技术的不断发展,小模数棘轮的应用范围越来越广泛。本论文主要探讨了小模数棘轮滚齿加工工艺,并对加工工艺的优化方法进行了研究。通过实验测试和理论分析,本论文提出了一种小模数棘轮滚齿加工的最优工艺流程,并对加工过程中的各种参数进行了分析和优化。实验结果表明,本文提出的工艺流程能够有效提高棘轮的加工质量和生产效率。1.引言小模数棘轮是一种常见的传动装置,广泛应用于机械设备中。其工作精度和可靠性对整个机械系统的性能和寿命有重要影响。因此,小模数棘

滚齿工艺.doc
。-可编辑修改-滚齿工序过程作业指导书滚齿:开齿槽,为齿轮热处理前做准备工作或直接滚齿成形。备注工序内容:滚齿,公法线留量(见表),差动挂轮计算到小数点后第六位,齿底粗糙度达Ra12.5以上。例:机床:按图纸(齿轮模数、齿顶圆直径、齿轮重量等)选取滚齿机床。例:刀杆:刀杆:刀杆安装后,悬臂检查刀杆径向和端面圆跳动,其跳动公差不得大于表1的规定。表1mm齿轮精度等级圆跳动公差ABC70.0050.0080.00580.0080.0100.00890.0100.0150.010注:精度等级按第Ⅱ公差组要求。表
直齿罗拉滚齿形加工工艺及工装设计.pdf
1.罗拉的零件外形,结构特点,及加工工艺罗拉是纺织机械中起喂给、牵伸、输出等作用的圆柱形回转零件,是英语词“roller”的音译,有辊和轴的含义。广泛用于牵伸、梳理、输送等机构。按所起的作用分为牵伸罗拉、喂给罗拉、紧压罗拉、工作罗拉等。牵伸罗拉是纺纱机牵伸机构的主要零件,由上罗拉和下罗拉成对组成罗拉拑口,握持纱条进行牵伸。罗拉的质量影响输出纱条的均匀度。在不加说明时,通常提到的罗拉即指牵伸下罗拉,它是外圆有沟槽、滚花、或光滑表面的钢制细长轴,常沿纺纱机的全长将若干根单节联接成整列,由传动机构积极传动。它的