
大型转换桁架预拼装工艺.docx

慧娇****文章


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型转换桁架预拼装工艺.docx
大型转换桁架预拼装工艺摘要:工厂预拼装目的在于检验构件工厂加工能否保证现场拼装、安装的质量要求,确保下道工序的正常运转和安装质量达到规范、设计要求,满足现场一次拼装和吊装成功率,减少现场拼装和安装的误差。本文介绍了某大型转换桁架预拼装方案与工艺,可供同类大型工程参考。关键词:转换桁架;预拼装;工艺1引言工厂预拼装目的在于检验构件工厂加工能否保证现场拼装、安装的质量要求,确保下道工序的正常运转和安装质量达到规范、设计要求,满足现场一次拼装和吊装成功率,减少现场拼装和安装的误差。某大型转换桁架总高度约为,其结

洛阳“新天堂”箱形转换桁架预拼装工艺设计.doc
洛阳“新天堂”箱形转换桁架预拼装工艺设计摘要:工厂内预拼装的目的在于检验构件加工制作后能否保证工地现场拼装、安装的质量要求,确保安装质量达到规范及设计要求,满足现场一次拼装和吊装成功率,减少现场拼装和吊安装的误差。通过洛阳新天堂大型箱形转换桁架预拼装方案及工艺介绍,为以后同类工程提供理论依据和实际操作方法。关键词:箱形转换桁架预拼装工艺设计1、前言“新天堂”位于洛阳市唐宫路与定鼎路交叉口东北角,原唐古城宫城遗址上,建筑主体设计为地上九层,建筑物高度约80m,主体结构采用钢结构,屋面采用坡屋顶,建筑檐口高度
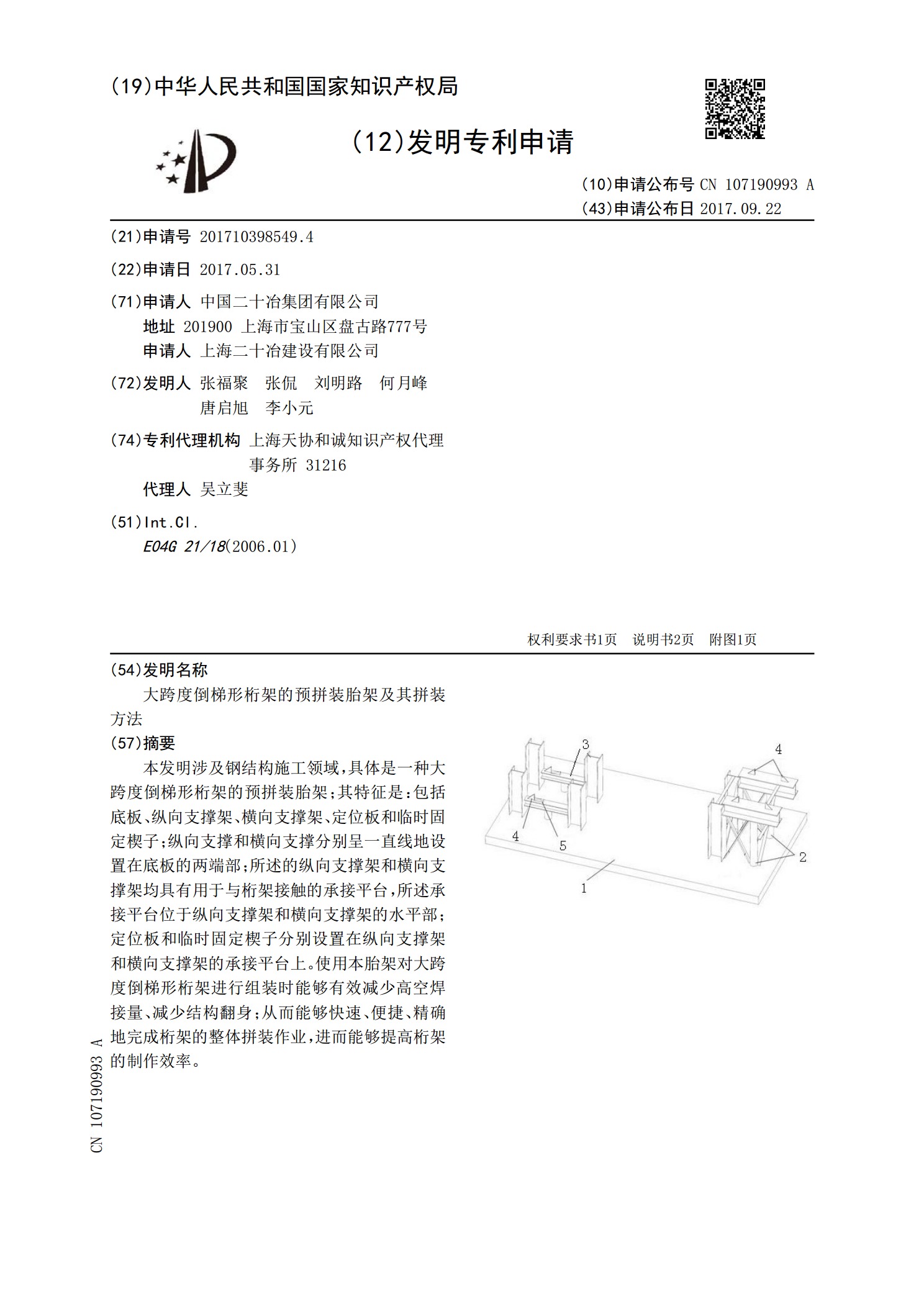
大跨度倒梯形桁架的预拼装胎架及其拼装方法.pdf
本发明涉及钢结构施工领域,具体是一种大跨度倒梯形桁架的预拼装胎架;其特征是:包括底板、纵向支撑架、横向支撑架、定位板和临时固定楔子;纵向支撑和横向支撑分别呈一直线地设置在底板的两端部;所述的纵向支撑架和横向支撑架均具有用于与桁架接触的承接平台,所述承接平台位于纵向支撑架和横向支撑架的水平部;定位板和临时固定楔子分别设置在纵向支撑架和横向支撑架的承接平台上。使用本胎架对大跨度倒梯形桁架进行组装时能够有效减少高空焊接量、减少结构翻身;从而能够快速、便捷、精确地完成桁架的整体拼装作业,进而能够提高桁架的制作效率
大型钢混转换桁架施工工法.doc
大型钢混转换桁架施工工法工法编号:编制单位:上海宝冶集团郑州分公司编制人:1.前言随着施工技术的发展,高层建筑因其建筑功用,出现越来越多下部大跨度空间设计,为解决上部结构的荷载合理传递问题,钢结构转换桁架在高层建筑中的运用逐渐推广开来。钢桁架自身重量大、安装高度高、危险性大,安装质量规定高,影响同期各专业施工,占据施工关键线路,郑州报业大厦工程项目钢桁架施工采用地面拼装、整体吊装的施工方案,运用液压同步提高施工,保证了工程质量、减少了施工风险、节约了工期。结合工程实践,将大型钢混转换桁架施工工艺编制成公司

大型钢混转换桁架施工工法.doc
大型钢混转换桁架施工工法大型钢混转换桁架施工工法大型钢混转换桁架施工工法大型钢混转换桁架施工工法工法编号:编制单位:上海宝冶集团郑州分公司编制人:1.前言随着施工技术的发展,高层建筑因其建筑功用,出现越来越多下部大跨度空间设计,为解决上部结构的荷载合理传递问题,钢结构转换桁架在高层建筑中的运用逐渐推广开来。hQvCG。钢桁架自身重量大、安装高度高、危险性大,安装质量要求高,影响同期各专业施工,占据施工关键线路,郑州报业大厦工程项目钢桁架施工采用地面拼装、整体吊装的施工方案,利用液压同步提升施工,保证了工程