
金属切削常用刀具.pdf

金启****富来


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
金属切削常用刀具.pdf
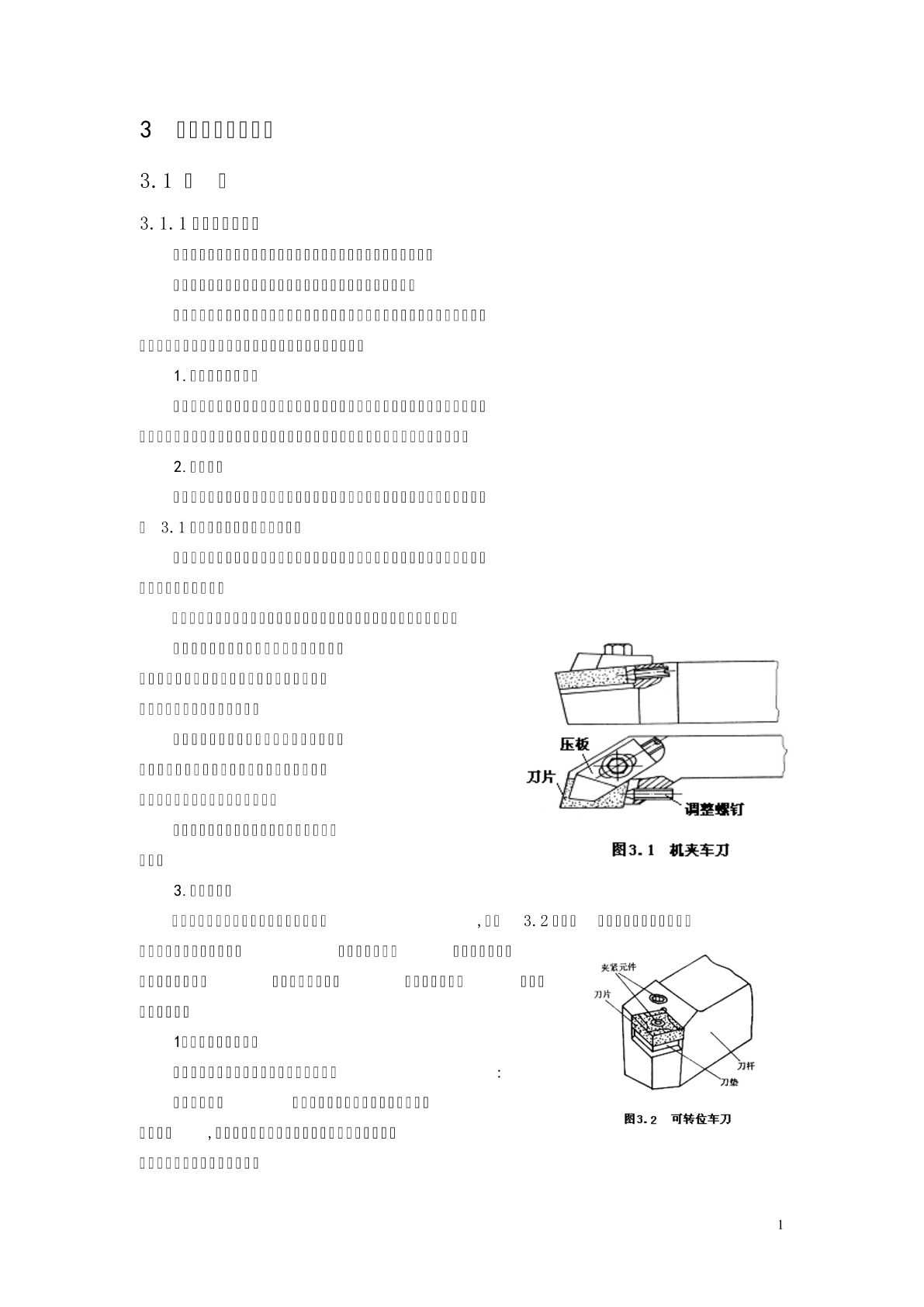
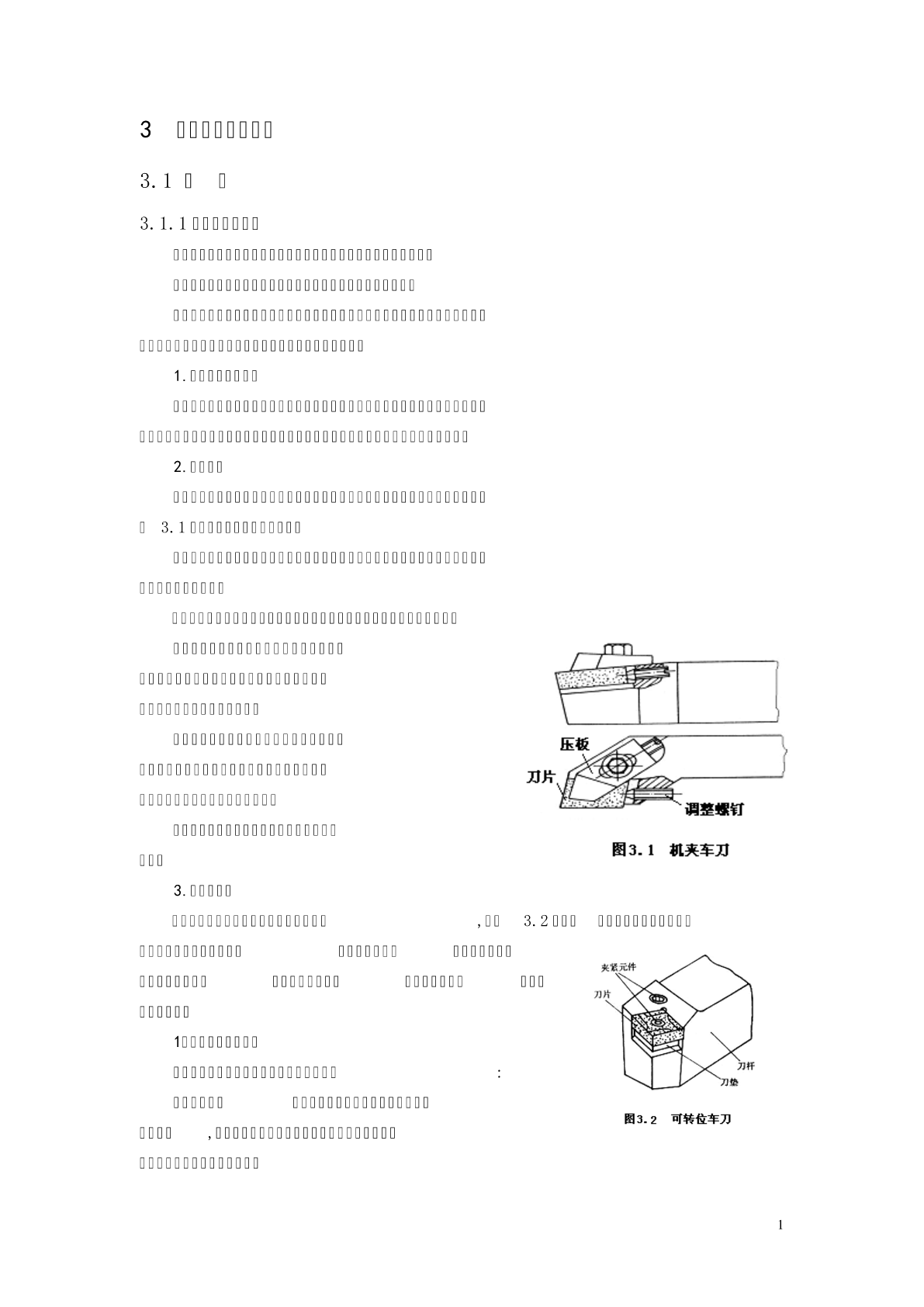
3金属切削常用刀具3.1车刀3.1.1车刀种类和用途车刀是应用最广的一种单刃刀具。也是学习、分析各类刀具的基础。车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。1.硬质合金焊接车刀所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,采用钎焊方法,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。2.机夹车刀机夹车刀是采用普通刀片,用机械夹固的方
金属切削常用刀具.pdf
3金属切削常用刀具3.1车刀3.1.1车刀种类和用途车刀是应用最广的一种单刃刀具。也是学习、分析各类刀具的基础。车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。1.硬质合金焊接车刀所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,采用钎焊方法,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。2.机夹车刀机夹车刀是采用普通刀片,用机械夹固的方
常用金属切削刀具简介.ppt
2-2常用金属切削刀具与砂轮简单地看看以下各种刀具的结构后,带着以下问题自己看书:常用的车刀有哪几大类?各有何特点?2.硬质合金机夹重磨式车刀2.机夹可转位式车刀二、孔加工刀具作用一般用于孔的粗加工(IT11以下精度及表面粗糙度Ra25~6.3),也可用于加工攻丝、铰孔、拉孔、镗孔、磨孔的预制孔。主要几何参数(1)螺旋角(18~30°)(2)顶角(118°)和主偏角主要几何参数(3)前角(30~-30°)(4)后角主要几何参数(5)横刃角度:横刃长度、横刃斜角(50-55°)、横刃前角、横刃后角。扩孔钻是

金属切削常用刀具资料.pdf

第二节 常用金属切削刀具与砂轮.ppt
第二节常用金属切削刀具与砂轮一、车刀1.整体车刀2.硬质合金焊接式车刀2.硬质合金焊接式车刀2.硬质合金焊接式车刀3.硬质合金机夹重磨式车刀4.机夹可转位式车刀4.机夹可转位式车刀4.机夹可转位式车刀4.机夹可转位式车刀4.机夹可转位式车刀二、孔加工刀具(一)孔加工刀具类型2.麻花钻3.中心钻4.深孔钻5.扩孔钻6.锪钻7.铰刀8.镗刀8.镗刀(二)孔加工刀具1.麻花钻1.麻花钻1.麻花钻1.麻花钻1.麻花钻1.麻花钻3.铰刀3.铰刀三、铣刀三、铣刀1.铣刀的几何角度1.铣刀的几何角度2.硬质合金端铣刀3