
全自动高位码垛机说明书.doc

一条****杉淑


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

全自动高位码垛机说明书.docx
电气控制系统系统概述电气控制系统控制并协调码垛系统各单元的动作,使码垛机按照工艺流程来完成整个生产过程。工艺过程如下:包装好的料袋经过斜坡输送机进入压平机和加速输送机,对料袋进行整平、加速,然后进行转位(需要时)和编组操作,将竖袋2袋编为1组,横袋3袋编为1组;编好组的料袋由推袋机推到分层机上,一层5个料袋在分层机上再次整形后,打开分层机放到升降机上的托盘上,升降机下降一层料袋的高度,即码好一层;这样码完8层(或10层)即为一垛,码好后升降机下降到最低位,再由垛盘输送机将垛盘输送到无动力垛盘输送机上,最后

全自动高位码垛机说明书.doc
电气控制系统系统概述电气控制系统控制并协调码垛系统各单元得动作,使码垛机按照工艺流程来完成整个生产过程。工艺过程如下:包装好得料袋经过斜坡输送机进入压平机与加速输送机,对料袋进行整平、加速,然后进行转位(需要时)与编组操作,将竖袋2袋编为1组,横袋3袋编为1组;编好组得料袋由推袋机推到分层机上,一层5个料袋在分层机上再次整形后,打开分层机放到升降机上得托盘上,升降机下降一层料袋得高度,即码好一层;这样码完8层(或10层)即为一垛,码好后升降机下降到最低位,再由垛盘输送机将垛盘输送到无动力垛盘输送机上,最后

(完整版)全自动高位码垛机说明书.doc
电气控制系统系统概述电气控制系统控制并协调码垛系统各单元的动作,使码垛机按照工艺流程来完成整个生产过程。工艺过程如下:包装好的料袋经过斜坡输送机进入压平机和加速输送机,对料袋进行整平、加速,然后进行转位(需要时)和编组操作,将竖袋2袋编为1组,横袋3袋编为1组;编好组的料袋由推袋机推到分层机上,一层5个料袋在分层机上再次整形后,打开分层机放到升降机上的托盘上,升降机下降一层料袋的高度,即码好一层;这样码完8层(或10层)即为一垛,码好后升降机下降到最低位,再由垛盘输送机将垛盘输送到无动力垛盘输送机上,最后
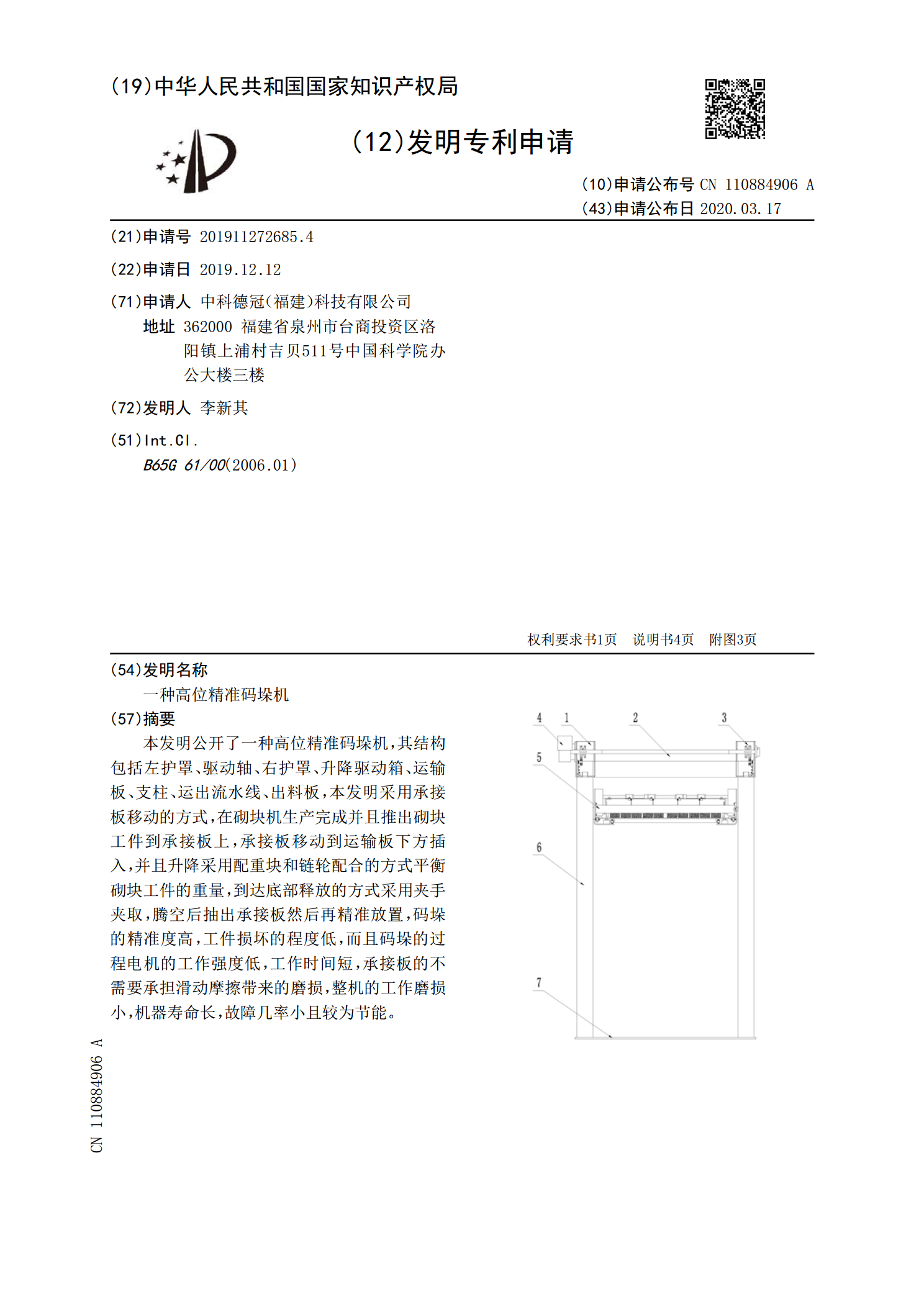
一种高位精准码垛机.pdf
本发明公开了一种高位精准码垛机,其结构包括左护罩、驱动轴、右护罩、升降驱动箱、运输板、支柱、运出流水线、出料板,本发明采用承接板移动的方式,在砌块机生产完成并且推出砌块工件到承接板上,承接板移动到运输板下方插入,并且升降采用配重块和链轮配合的方式平衡砌块工件的重量,到达底部释放的方式采用夹手夹取,腾空后抽出承接板然后再精准放置,码垛的精准度高,工件损坏的程度低,而且码垛的过程电机的工作强度低,工作时间短,承接板的不需要承担滑动摩擦带来的磨损,整机的工作磨损小,机器寿命长,故障几率小且较为节能。
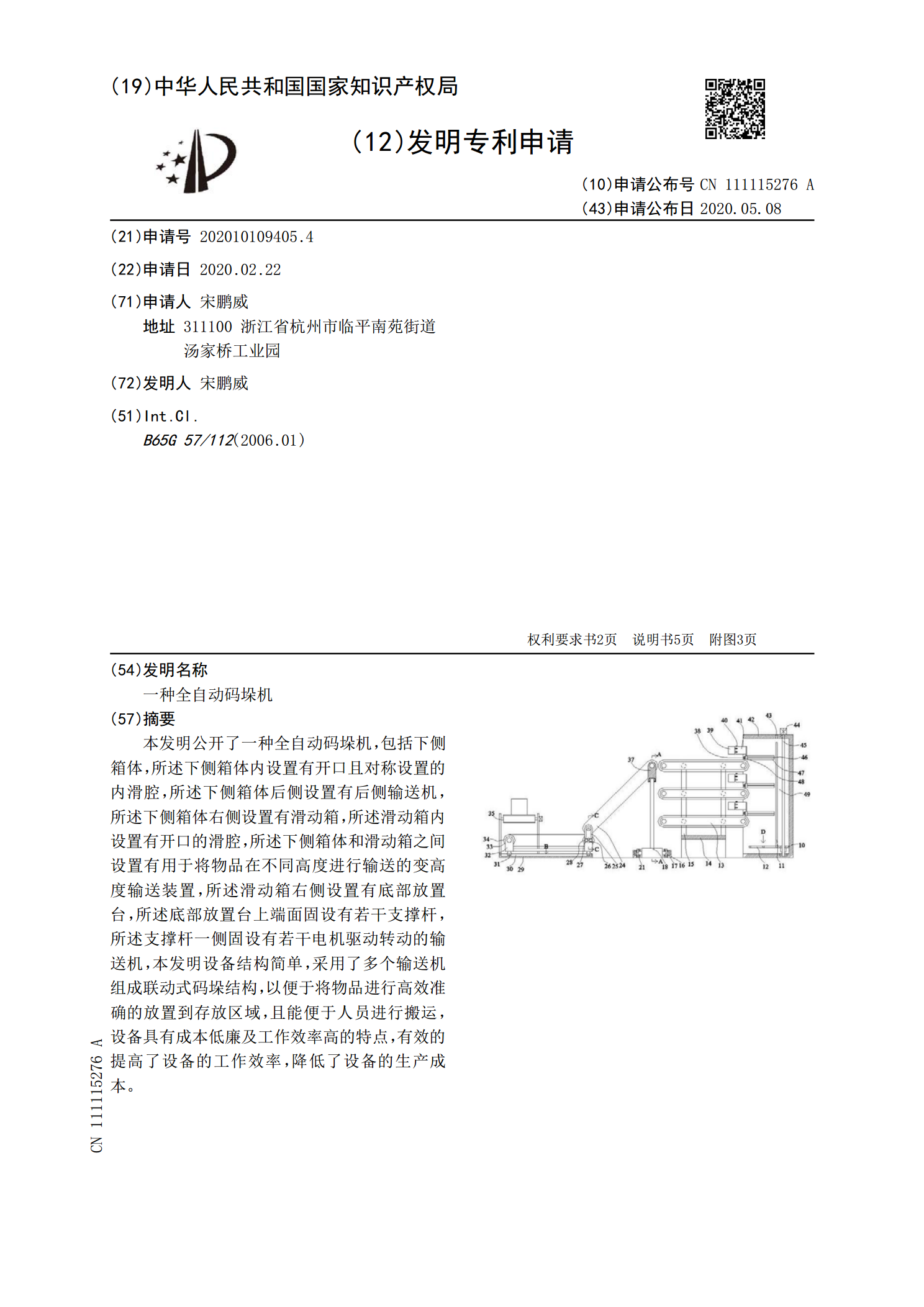
一种全自动码垛机.pdf
本发明公开了一种全自动码垛机,包括下侧箱体,所述下侧箱体内设置有开口且对称设置的内滑腔,所述下侧箱体后侧设置有后侧输送机,所述下侧箱体右侧设置有滑动箱,所述滑动箱内设置有开口的滑腔,所述下侧箱体和滑动箱之间设置有用于将物品在不同高度进行输送的变高度输送装置,所述滑动箱右侧设置有底部放置台,所述底部放置台上端面固设有若干支撑杆,所述支撑杆一侧固设有若干电机驱动转动的输送机,本发明设备结构简单,采用了多个输送机组成联动式码垛结构,以便于将物品进行高效准确的放置到存放区域,且能便于人员进行搬运,设备具有成本低廉