
实验二 形位误差测量——(二)径向圆跳动、全跳动、端面圆跳动实验.pdf

文库****品店

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
实验二 形位误差测量——(二)径向圆跳动、全跳动、端面圆跳动实验.pdf
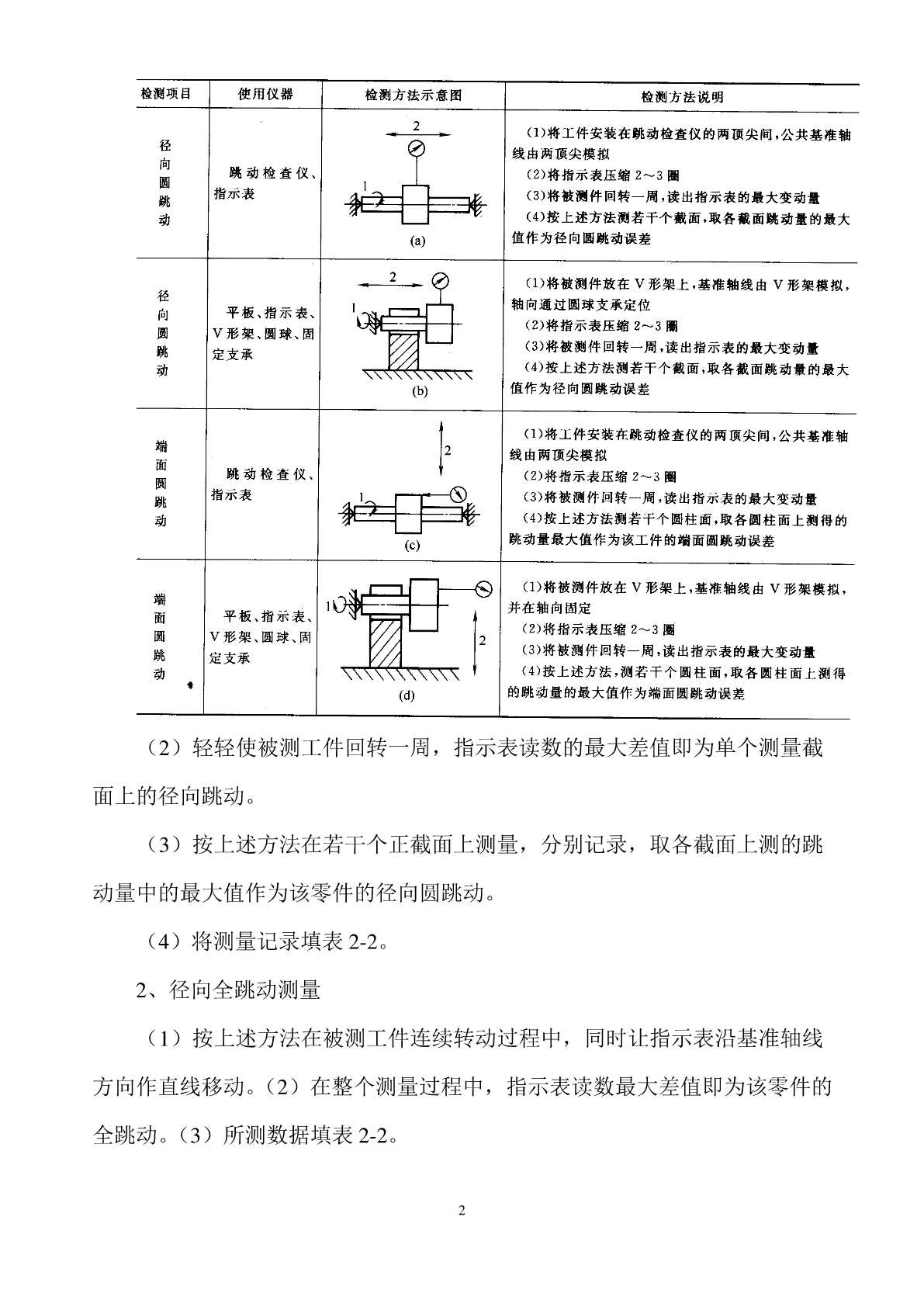
实验二形位误差测量(二)径向圆跳动、全跳动、端面圆跳动实验一、实验目的:跳动测量是生产实践中应用较广泛的一种测量方法,检测方式简单实用,又具有一定的综合控制功能。本实验的目的是:1、掌握形位公差检测原则中的跳动原则。2、形状误差不大时,用以代替同轴度测量。3、分析圆度误差与径向跳动的各自特点。二、实验内容:1、模拟建立理想检测基准。2、径向圆跳动、全跳动、端面圆跳动的测量。3、根据指示表读数值,确定各种跳动量。三、实验仪器:偏摆仪、测量表架、指示表。四、实验方法:调整偏摆仪两端顶尖同轴,以两顶尖的轴线模拟

实验二 形位误差测量——(二)径向圆跳动、全跳动、端面圆跳动实验.pdf
实验二形位误差测量(二)径向圆跳动、全跳动、端面圆跳动实验一、实验目的:跳动测量是生产实践中应用较广泛的一种测量方法,检测方式简单实用,又具有一定的综合控制功能。本实验的目的是:1、掌握形位公差检测原则中的跳动原则。2、形状误差不大时,用以代替同轴度测量。3、分析圆度误差与径向跳动的各自特点。二、实验内容:1、模拟建立理想检测基准。2、径向圆跳动、全跳动、端面圆跳动的测量。3、根据指示表读数值,确定各种跳动量。三、实验仪器:偏摆仪、测量表架、指示表。四、实验方法:调整偏摆仪两端顶尖同轴,以两顶尖的轴线模拟

端面圆跳动和径向全跳动的测量.doc
实验二端面圆跳动和径向全跳动的测量实验目的掌握圆跳动和全跳动误差的测量方法。加深对圆跳动和全跳动误差和公差概念的理解。实验内容用百分表在跳动检查仪上测量工件的端面圆跳动和径向全跳动。计量器具本实验所用仪器为跳动检查仪,百分表。测量原理如图1-1所示,图a为被测齿轮毛坯简图,齿坯外圆对基准孔轴线A的径向全跳动公差值为t1,右端面对基准孔轴线A的端面圆跳动公差值为t2。如图b所示,测量时,用心轴模拟基准轴线A,测量Φd圆柱面上各点到基准轴线的距离,取各点距离中最大差值作为径向全跳动误差;测量右端面上某一圆周上
径向圆跳动误差的最小二乘评定数学模型和微机数据处理.pdf
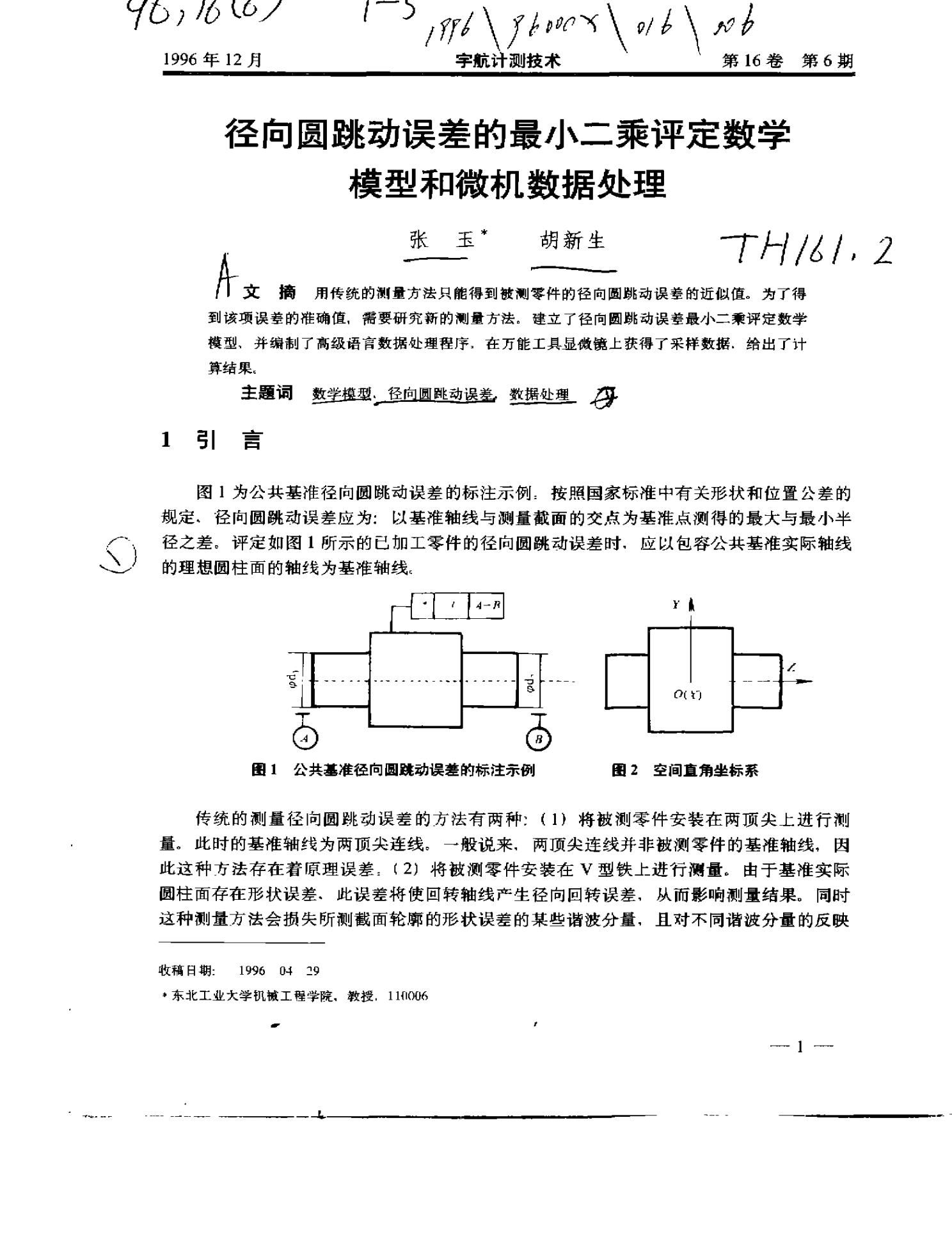
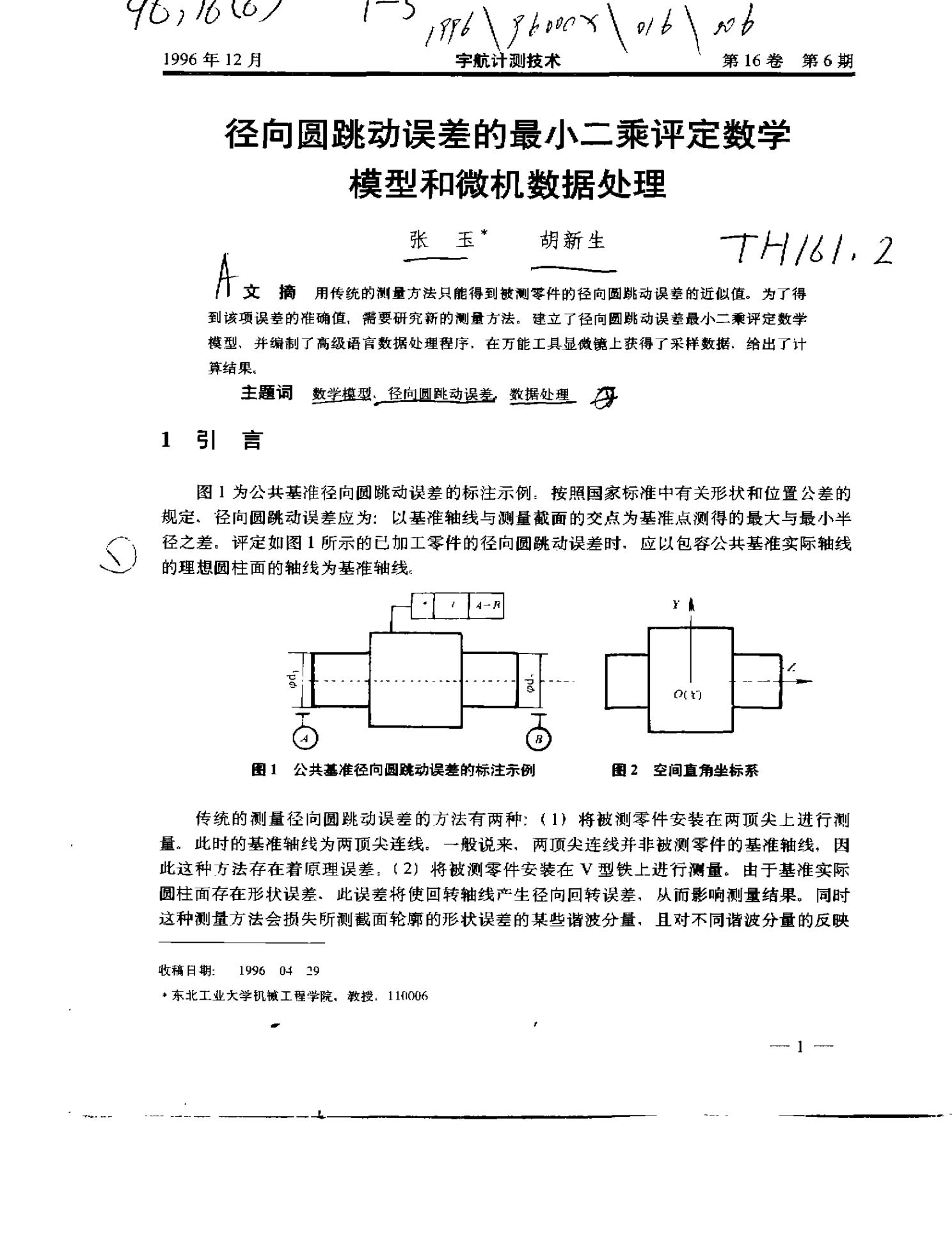
/一\年月径向圆跳动误差的最小二乘评定
径向圆跳动误差的最小二乘评定数学模型和微机数据处理.pdf
/一\年月径向圆跳动误差的最小二乘评定