
刀具主要几何角度及选择.pdf

文库****品店

1/8

2/8
3/8
4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
刀具主要几何角度及选择.pdf
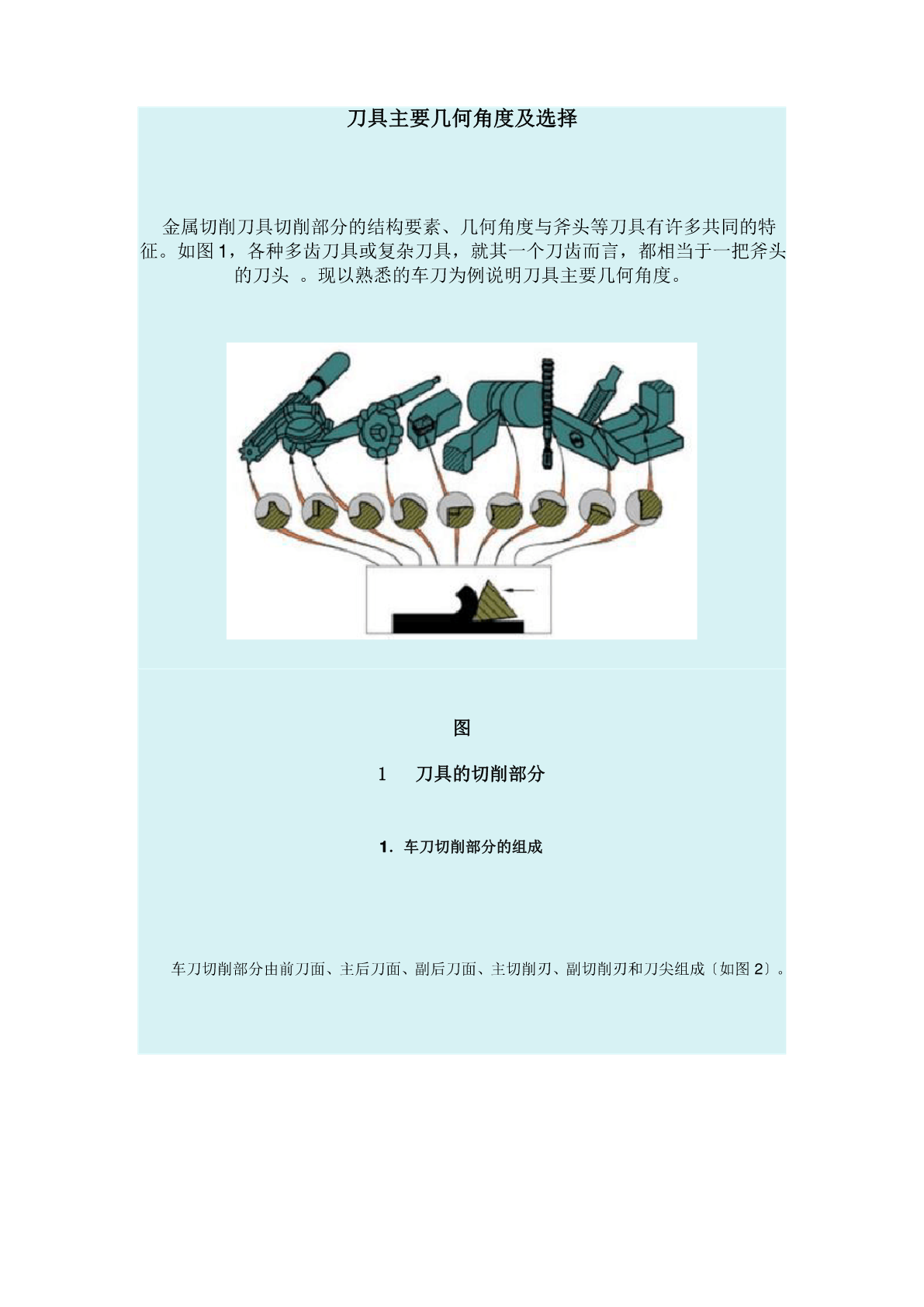
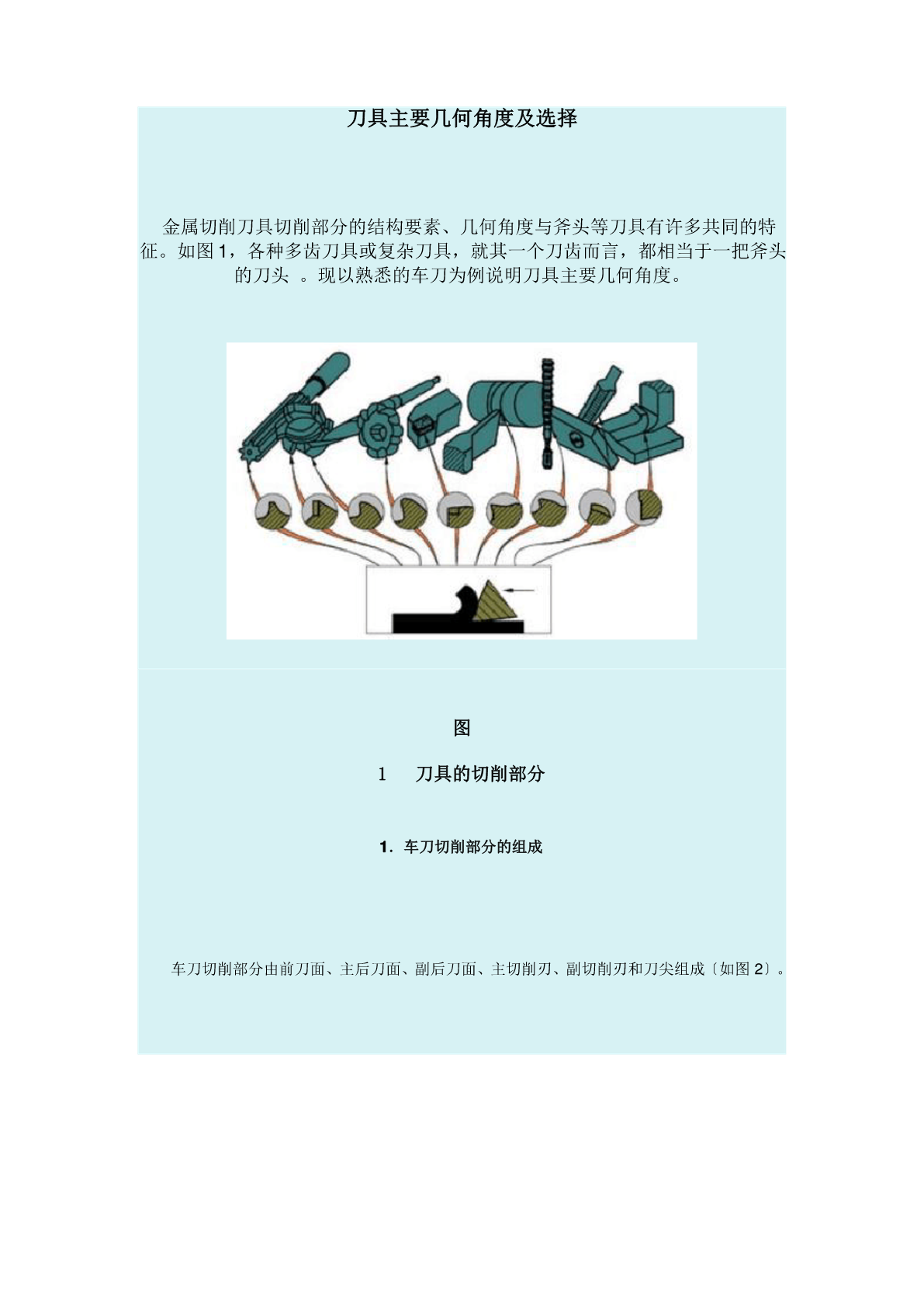
刀具主要几何角度及选择金属切削刀具切削部分的结构要素、几何角度与斧头等刀具有许多共同的特征。如图1,各种多齿刀具或复杂刀具,就其一个刀齿而言,都相当于一把斧头的刀头。现以熟悉的车刀为例说明刀具主要几何角度。图1刀具的切削部分1.车刀切削部分的组成车刀切削部分由前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖组成〔如图2〕。图2硬质合金外园车刀(1)前刀面刀具上切屑流过的外表。(2)主后刀面刀具上与工件上的加工外表相对着并且相互作用的外表,称为主后刀面。(3)副后刀面刀具上与工件上的已加工外表相对着并且

刀具的几何形状及主要角度.doc
教案§4-3刀具的几何形状及主要角度教学目标知识目标1、掌握刀具的组成及切削部分的名称2、掌握测量刀具角度所用的参考系(辅助平面)3、掌握刀具的主要角度及其作用能力目标1、能判断各种刀具的切削部分名称2、掌握刀具各主要角度的测量平面并能合理选择刀具角度情感目标1、培养学生协作精神2、培养学生的创新能力3、培养学生对本专业的兴趣教学重点1、刀具切削部分的名称2、测量刀具角度所用的参考系3、刀具的主要角度及其作用教学难点刀具的主要角度定义的理解教学方法演示法、讨论法、观察法教学用具车刀二把、多媒体课件一个教学
刀具几何角度.ppt
第二节切削刀具及其材料(1)前刀面切屑流过的刀面。2.刀刃刀具角度是刀具设计、制造、刃磨和测量时所使用的几何参数,它们是确定刀具切削部分几何形状(各表面空间位置)的重要参数。参考系:用于定义和规定刀具角度的各基准坐标面。参考系:刀具静止参考系和刀具工作参考系。刀具静止参考系或标注角度参考系:在设计、制造、刃磨和测量时,用于定义刀具几何参数的参考系。★标注坐标系的假定条件1、假定没有进给运动,只考虑主运动,并且限定主运动的方向垂直于水平面,方向向上。2、二是假定刀具的刃磨和安装基准面垂直于切削速度方向(或平

刀具几何角度.ppt
第二节切削刀具及其材料(1)前刀面切屑流过的刀面。2.刀刃刀具角度是刀具设计、制造、刃磨和测量时所使用的几何参数,它们是确定刀具切削部分几何形状(各表面空间位置)的重要参数。参考系:用于定义和规定刀具角度的各基准坐标面。参考系:刀具静止参考系和刀具工作参考系。刀具静止参考系或标注角度参考系:在设计、制造、刃磨和测量时,用于定义刀具几何参数的参考系。★标注坐标系的假定条件1、假定没有进给运动,只考虑主运动,并且限定主运动的方向垂直于水平面,方向向上。2、二是假定刀具的刃磨和安装基准面垂直于切削速度方向(或平

刀具的几何角度教案.doc
刀具的几何角度及选择教案【授课班级】:数控班;【教学目的】:1、掌握切削用量和车刀切削部分的组成;2、掌握车刀的几何角度及选择方法;【教学方法】:讲解法、提问法、讨论法;【教学准备】:多媒体课件、刀具;【教学重点】:切削加工的相关知识(切削运动、切削用量);【教学难点】:车刀切削部分的组成、车刀的几何角度及选择;【导入新课】:刀具按加工方法和具体用途可分为车刀、铣刀、拉刀、绞刀、孔加工刀具、齿轮刀具等几大类型。【新授】:一、概述切削加工:用切削刀具,在工具(刀具)与工件的相对运动中,切除工件上的多余材料,