
磷化质量影响因素及其提高途径.pdf

文库****品店


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
磷化质量影响因素及其提高途径.pdf
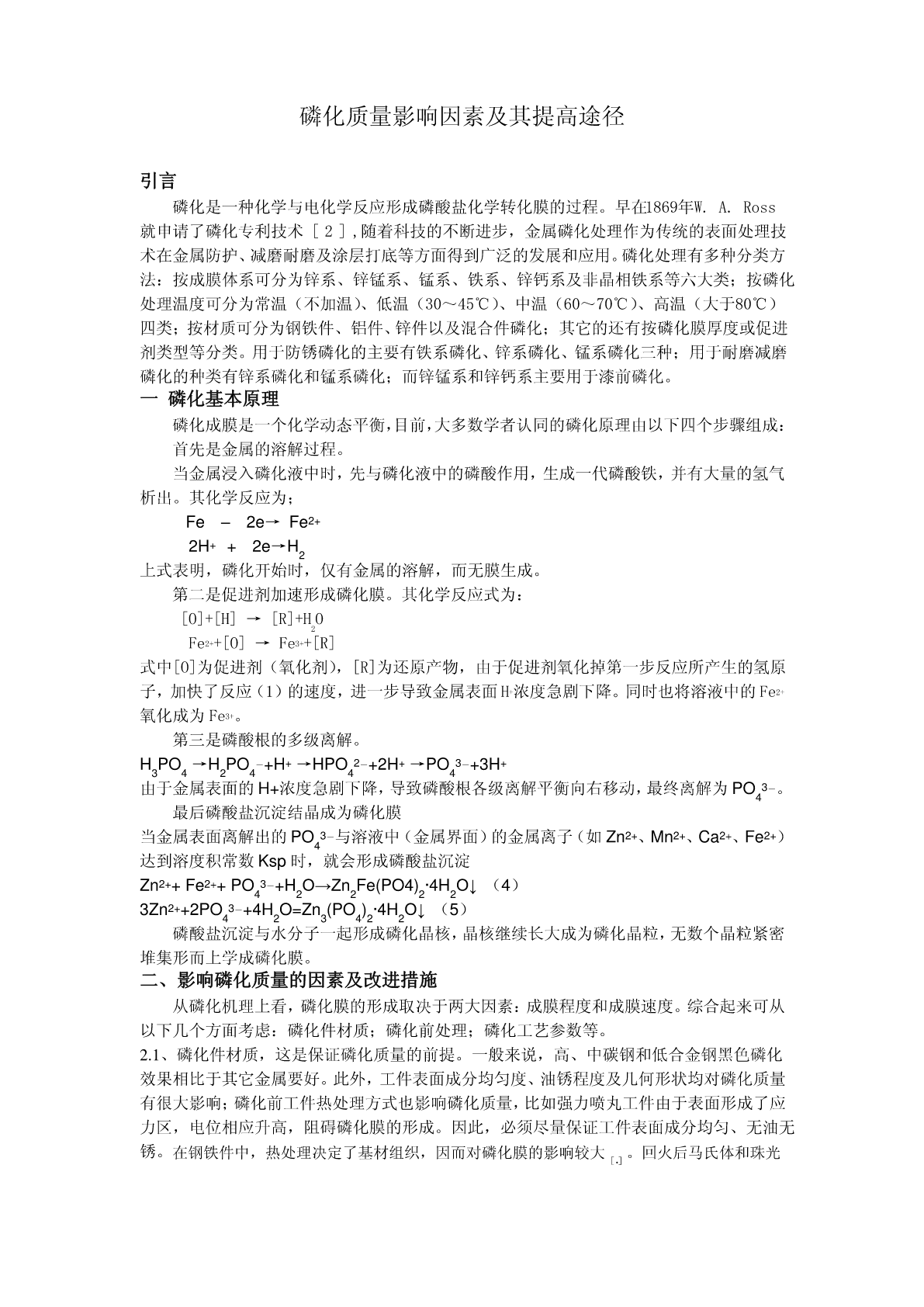
磷化质量影响因素及其提高途径引言磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程。早在1869年W.A.Ross就申请了磷化专利技术[2],随着科技的不断进步,金属磷化处理作为传统的表面处理技术在金属防护、减磨耐磨及涂层打底等方面得到广泛的发展和应用。磷化处理有多种分类方法:按成膜体系可分为锌系、锌锰系、锰系、铁系、锌钙系及非晶相铁系等六大类;按磷化处理温度可分为常温(不加温)、低温(30~45℃)、中温(60~70℃)、高温(大于80℃)四类;按材质可分为钢铁件、铝件、锌件以及混合件磷化;其它的还有

磷化质量影响因素及其提高途径.doc
磷化质量影响因素及其提高途径引言磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程。早在1869年W.A.Ross就申请了磷化专利技术[2],随着科技的不断进步,金属磷化处理作为传统的表面处理技术在金属防护、减磨耐磨及涂层打底等方面得到广泛的发展和应用。磷化处理有多种分类方法:按成膜体系可分为锌系、锌锰系、锰系、铁系、锌钙系及非晶相铁系等六大类;按磷化处理温度可分为常温(不加温)、低温(30~45℃)、中温(60~70℃)、高温(大于80℃)四类;按材质可分为钢铁件、铝件、锌件以及混合件磷化;其它的还有

浅析会计质量影响因素及其提高途径.docx
浅析会计质量影响因素及提高途径[摘要]会计信息是决策者进行决策的重要依据之一,会计信息质量直接影响到经济决策的正确与否。因此,保持会计信息的真实性和可靠性是对会计核算工作的最基本要求。在实际操作中,会计信息质量会受到多重因素的影响。深入分析这些影响因素,对提高会计信息质量有着重要的意义。加强会计信息质量控制,提高会计信息质量非常必要。针对企业会计信息质量失真的问题,要千方百计采取措施加强对企业会计信息质量的监督。通过惩治违纪、纠正失误、治理失真、严肃法纪来促进企业强化财务核算,加强会计基础工作管理,不断通

浅析会计质量影响因素及其提高途径.docx
浅析会计质量影响因素及提高途径[摘要]会计信息是决策者进行决策的重要依据之一,会计信息质量直接影响到经济决策的正确与否。因此,保持会计信息的真实性和可靠性是对会计核算工作的最基本要求。在实际操作中,会计信息质量会受到多重因素的影响。深入分析这些影响因素,对提高会计信息质量有着重要的意义。加强会计信息质量控制,提高会计信息质量非常必要。针对企业会计信息质量失真的问题,要千方百计采取措施加强对企业会计信息质量的监督。通过惩治违纪、纠正失误、治理失真、严肃法纪来促进企业强化财务核算,加强会计基础工作管理,不断通
浅析会计质量影响因素及其提高途径.docx
浅析会计质量影响因素及提高途径[摘要]会计信息是决策者进行决策的重要依据之一,会计信息质量直接影响到经济决策的正确与否。因此,保持会计信息的真实性和可靠性是对会计核算工作的最基本要求。在实际操作中,会计信息质量会受到多重因素的影响。深入分析这些影响因素,对提高会计信息质量有着重要的意义。加强会计信息质量控制,提高会计信息质量非常必要。针对企业会计信息质量失真的问题,要千方百计采取措施加强对企业会计信息质量的监督。通过惩治违纪、纠正失误、治理失真、严肃法纪来促进企业强化财务核算,加强会计基础工作管理,不断通