
筒形件旋压工艺及其模具设计.pdf

文库****品店

1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

筒形件旋压工艺及其模具设计.pdf
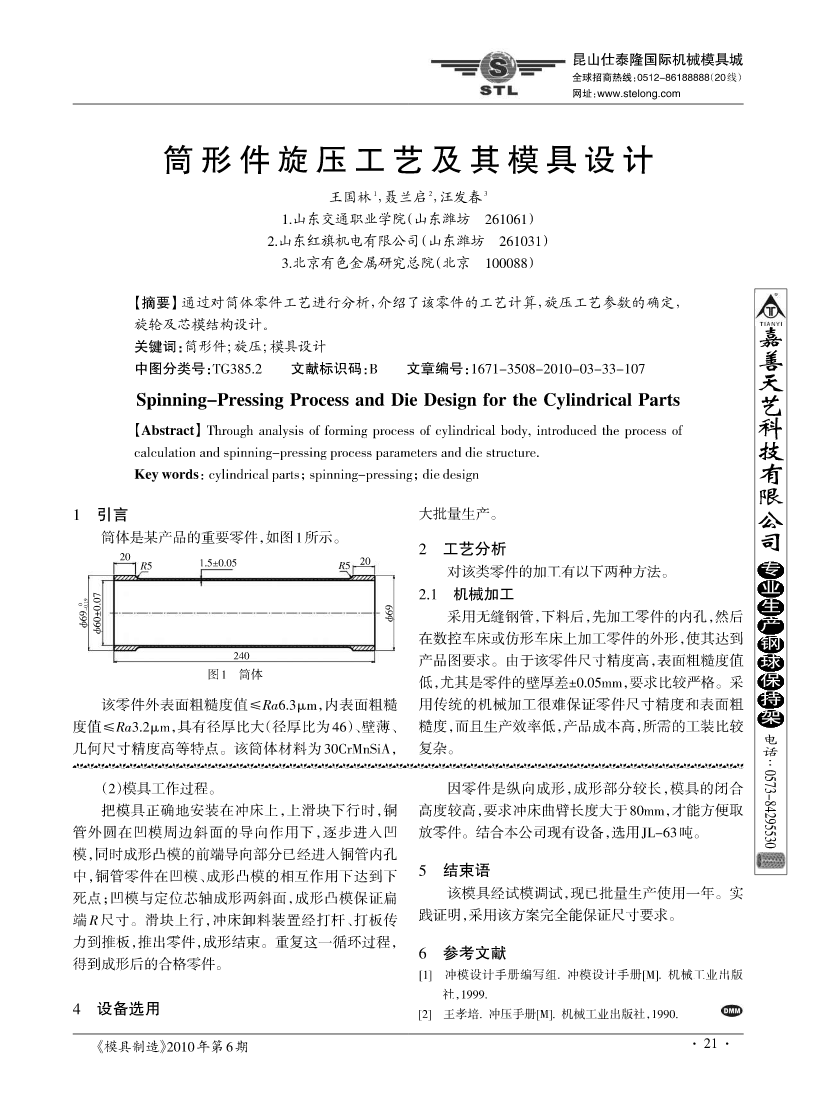
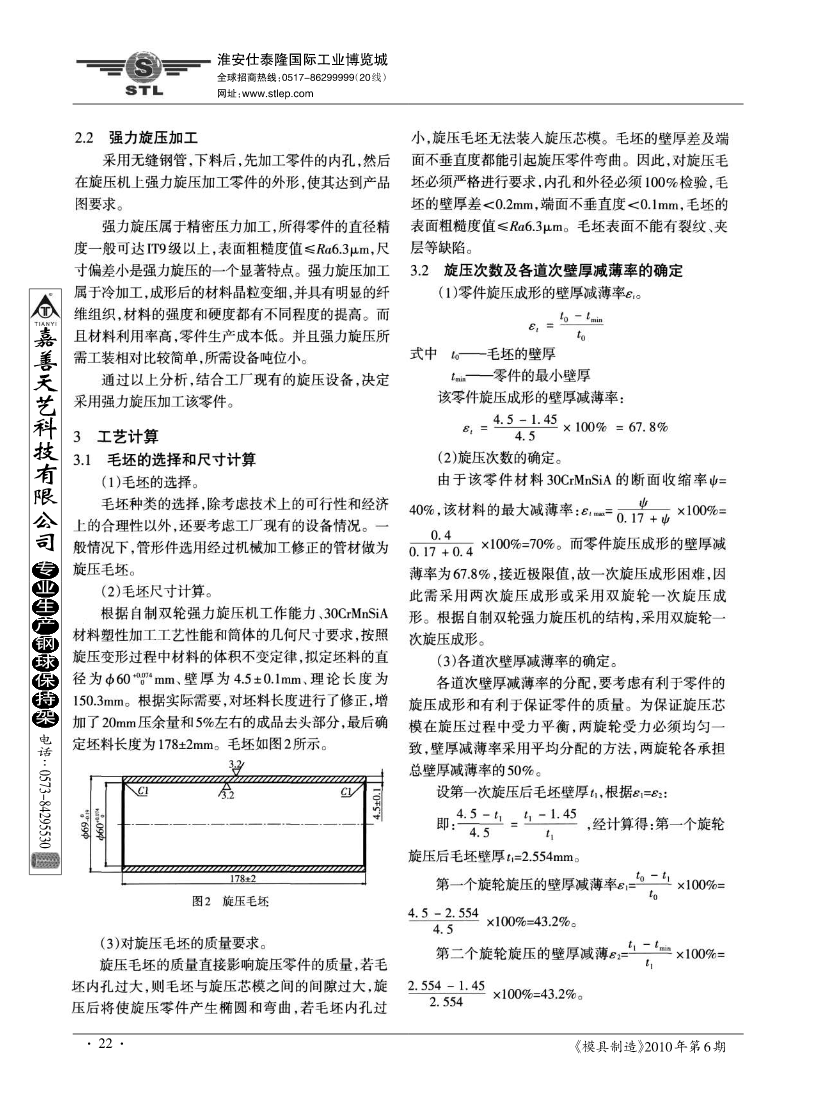
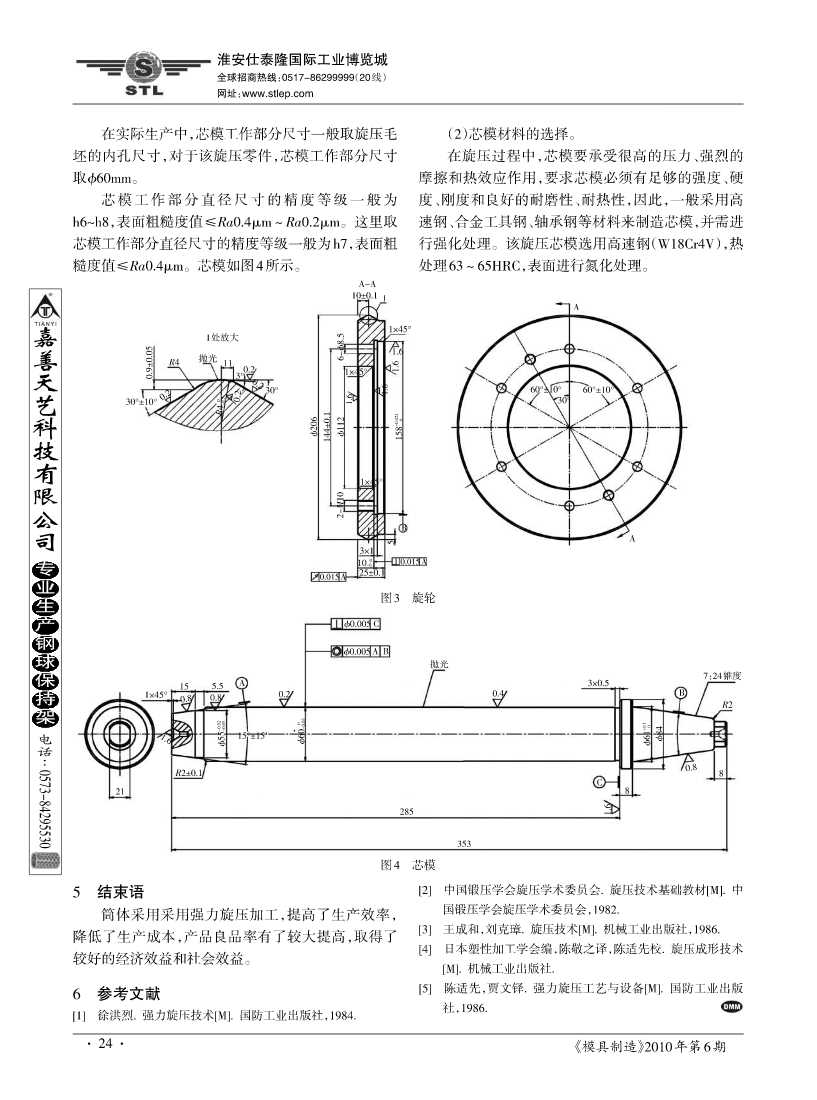
昆山仕泰隆国际机械模具城全球招商热线:0512-86188888(20线)网址:www.stelong.com筒形件旋压工艺及其模具设计王国林1,聂兰启2,汪发春3山东交通职业学院(山东潍坊)1.261061山东红旗机电有限公司(山东潍坊)2.261031北京有色金属研究总院(北京)3.100088【摘要】通过对筒体零件工艺进行分析,介绍了该零件的工艺计算,旋压工艺参数的确定,旋轮及芯模结构设计。嘉善天艺科技有限公司关键词:筒形件;旋压;模具设计中图分类号:文献标识码:文章编号:TG385.2B1671-

错距旋压筒形件的工艺方法.pdf
本发明为一种错距旋压筒形件的工艺方法,将三个旋轮初始设置于同一水平面,采用三个旋轮同步径向进刀、同步下移并同时与旋压坯料顶端接触,在三个旋轮接触到旋压坯料顶端且工艺状态稳定后,三个旋轮再依次按相同的轴向错距量逐渐错开直到设定的距离,旋轮在轴向运动的同时径向进给,且压下量逐渐增加直到设定值,最后进行错距旋压成形。本发明的工艺方法可以使芯模始终承受三个旋轮的旋压力,从而避免芯模受力不平衡,产生弯矩影响成形;进而,在有效提高生产效率的同时,减小主轴承受的弯矩,保证主轴精度不变,延长主轴使用寿命,提高零件壁厚精度

筒形件错距旋压工艺的试验研究.docx
筒形件错距旋压工艺的试验研究筒形件错距旋压工艺的试验研究摘要:筒形件是一种常用的工程零件,其制造过程中常会遇到形状复杂、精度要求高、成本控制难等问题。旋压是一种常用的制造工艺,它具有高效、高精度、低成本等优点。然而,在筒形件的旋压过程中,由于材料的不均匀性、冲头磨损等原因,可能会产生错距现象,导致产品的质量不稳定。因此,本研究通过对筒形件错距旋压工艺的试验研究,探索并优化旋压工艺参数,提高产品质量和工艺效率。1.引言筒形件是一种常见的工程零件,其具有重要的应用价值。传统的加工方法,如拉伸、冲压等,存在工艺

钛合金筒形件强力旋压工艺模拟.docx
钛合金筒形件强力旋压工艺模拟钛合金是一种具有优异力学性能和化学稳定性的金属材料,被广泛应用于航空航天、汽车、造船、医疗器械等领域。而钛合金筒形件作为其中重要的一种形状,其制备工艺对其性能和可靠性有着重要影响。本篇论文将重点讨论钛合金筒形件的强力旋压工艺模拟。强力旋压是一种可以通过压制和摩擦来改变材料形状的金属成形工艺。在强力旋压过程中,材料通过受控的旋转和施加的压力,被塑性变形成所需形状。与传统的成形方法相比,强力旋压具有以下优势:一是工序少,可减少材料损耗;二是工艺简单,能够加工复杂形状的零件;三是能够

Ti1300合金带台阶筒形件旋压工艺研究.docx
Ti1300合金带台阶筒形件旋压工艺研究摘要Ti1300合金具有较好的耐蚀性、高强度和优越的耐磨性能,是一种重要的结构材料。本文基于该材料的特性,研究了Ti1300合金带台阶筒形件的旋压工艺,并对工艺参数进行了探究。研究发现,合适的旋压速率和压力能够得到高质量的筒形件,且所得到的组织结构均匀、表面光滑。本文的研究为Ti1300合金带台阶筒形件的生产提供了有效的工艺方法和参数参考。关键词:Ti1300合金;带台阶筒形件;旋压工艺IntroductionTi1300合金是一种具有重要工程应用价值的材料之一,其