
冲裁间隙对冲压件质量影响的研究.doc

琰琬****买买


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冲裁间隙对冲压件质量影响的研究.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:冲裁间隙对冲压件质量影响的实验研究吕建强王玲(1.淮阴工学院机械工程学院江苏淮安223003)摘要:本文通过一套刚性卸料冲模以一组十个不同尺寸的冲头形成不同的冲裁间隙研究了在自由冲裁状态时冲裁间隙的取值对冲裁件尺寸精度、冲裁面质量、平面度的影响。关键词:冲裁件;间隙;断面质量中图分类号:TG386.41文献标识码:A文章编号:前言冲

冲裁间隙对冲压件质量影响的研究.doc
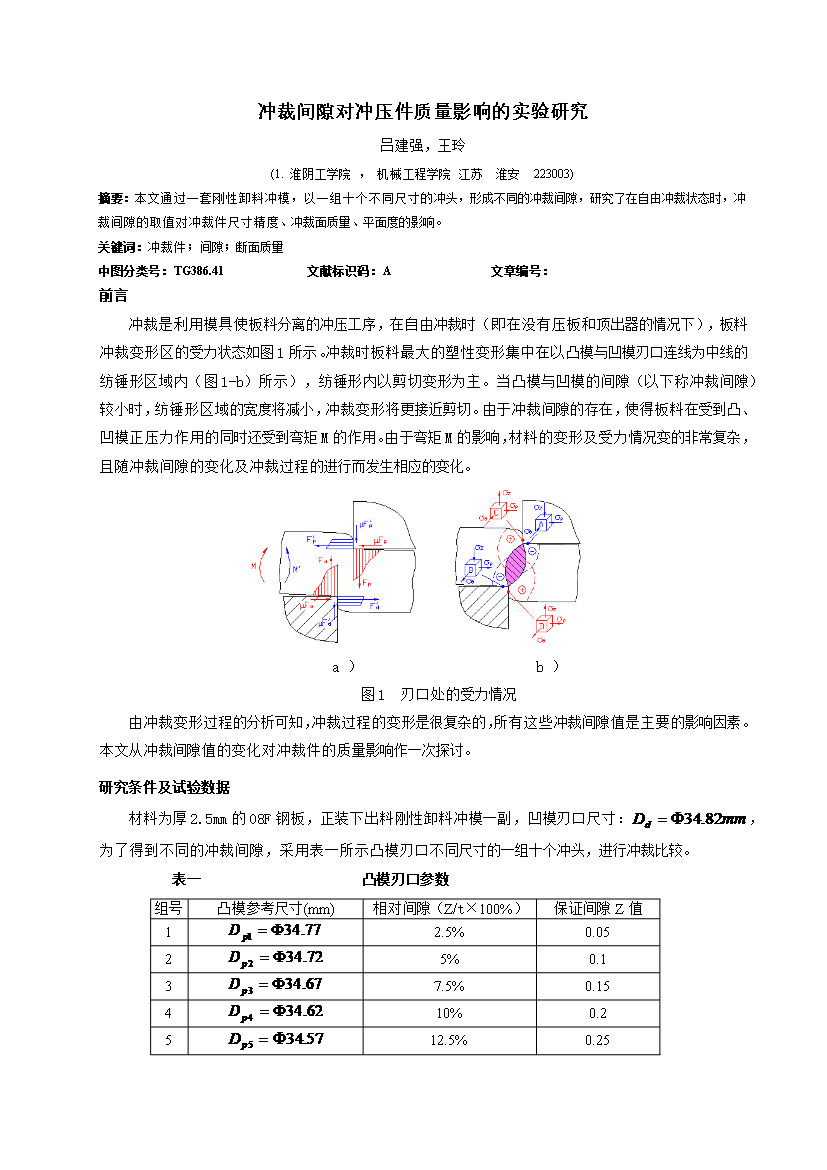
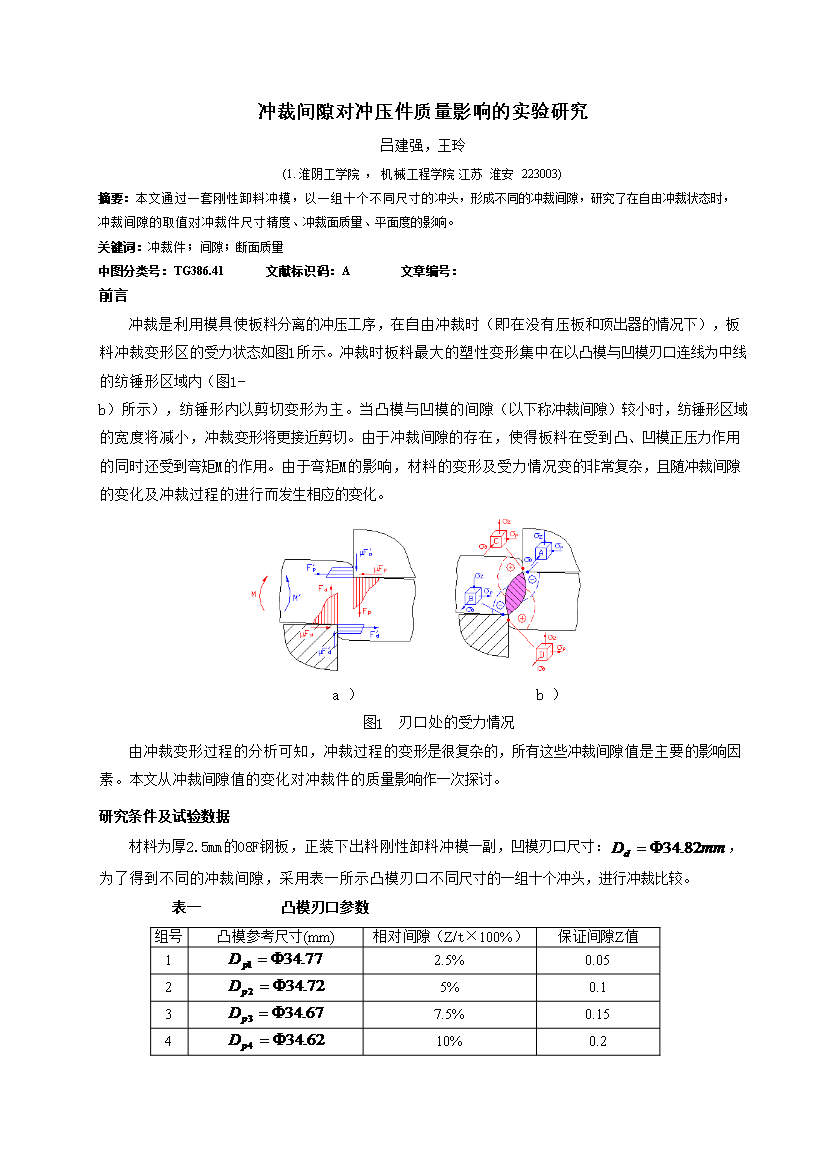
冲裁间隙对冲压件质量影响的实验研究吕建强,王玲(1.淮阴工学院,机械工程学院江苏淮安223003)摘要:本文通过一套刚性卸料冲模,以一组十个不同尺寸的冲头,形成不同的冲裁间隙,研究了在自由冲裁状态时,冲裁间隙的取值对冲裁件尺寸精度、冲裁面质量、平面度的影响。关键词:冲裁件;间隙;断面质量中图分类号:TG386.41文献标识码:A文章编号:前言冲裁是利用模具使板料分离的冲压工序,在自由冲裁时(即在没有压板和顶出器的情况下),板料冲裁变形区的受力状态如图1所示。冲裁时板料最大的塑性变形集中在以凸模与凹模刃口连
冲裁间隙对冲压件质量影响的研究.doc
冲裁间隙对冲压件质量影响的实验研究吕建强,王玲(1.淮阴工学院,机械工程学院江苏淮安223003)摘要:本文通过一套刚性卸料冲模,以一组十个不同尺寸的冲头,形成不同的冲裁间隙,研究了在自由冲裁状态时,冲裁间隙的取值对冲裁件尺寸精度、冲裁面质量、平面度的影响。关键词:冲裁件;间隙;断面质量中图分类号:TG386.41文献标识码:A文章编号:前言冲裁是利用模具使板料分离的冲压工序,在自由冲裁时(即在没有压板和顶出器的情况下),板料冲裁变形区的受力状态如图1所示。冲裁时板料最大的塑性变形集中在以凸模与凹模刃口连

冲裁间隙对冲压件质量影响的研究.docx
编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:冲裁间隙对冲压件质量影响的实验研究吕建强,王玲(1.淮阴工学院,机械工程学院江苏淮安223003)摘要:本文通过一套刚性卸料冲模,以一组十个不同尺寸的冲头,形成不同的冲裁间隙,研究了在自由冲裁状态时,冲裁间隙的取值对冲裁件尺寸精度、冲裁面质量、平面度的影响。关键词:冲裁件;间隙;断面质量中图分类号:TG386.41文献标识码:A文章编号:前言冲裁是利用模具使板料分离的冲压工序,在自由冲裁时(即在没有压板和顶出器的情况下),板料冲
冲裁间隙对冲压件质量影响的研究.doc
冲裁间隙对冲压件质量影响的实验研究吕建强王玲(1.淮阴工学院机械工程学院江苏淮安223003)摘要:本文通过一套刚性卸料冲模以一组十个不同尺寸的冲头形成不同的冲裁间隙研究了在自由冲裁状态时冲裁间隙的取值对冲裁件尺寸精度、冲裁面质量、平面度的影响。关键词:冲裁件;间隙;断面质量中图分类号:TG386.41文献标识码:A文章编号:前言冲裁是利用模具使板料分离的冲压工序在自由冲裁时(即在没有压板和顶出器的情况下)板料冲裁变形区的受力状态