
加工中心刀具切削参数.pdf

文库****品店


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

加工中心刀具切削参数.doc
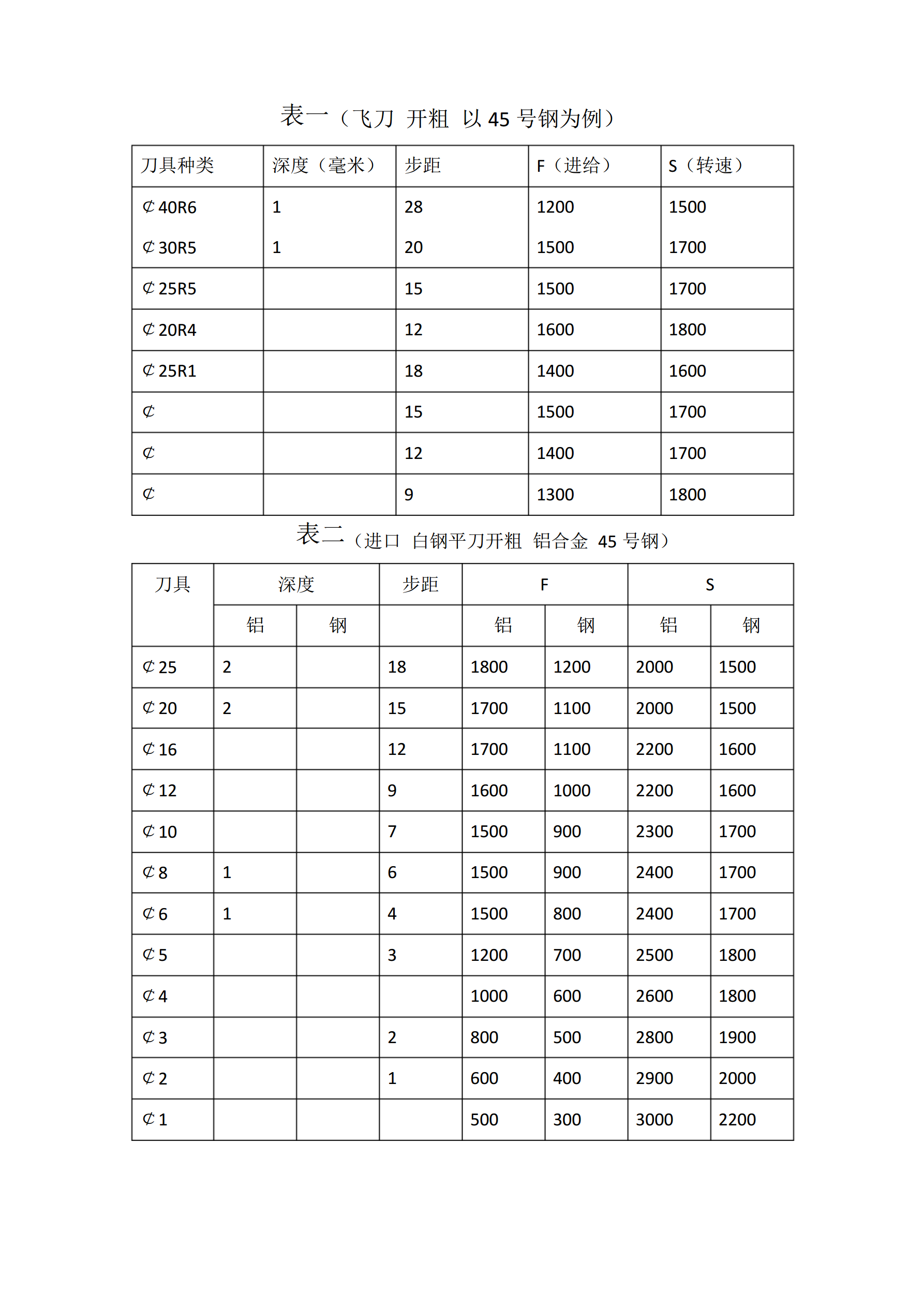
加工中心刀具切削参数CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用

加工中心刀具切削参数.doc
(完整word)加工中心刀具切削参数(完整word)加工中心刀具切削参数(完整word)加工中心刀具切削参数加工中心刀具切削参数CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料.光刀则以轻切削(小切深,,小步距
加工中心刀具切削参数.pdf
加工中心刀具切削参数CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用

加工中心刀具切削参数.docx
加工中心刀具切削参数CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用

加工中心刀具切削参数 (2).doc
加工中心刀具切削参数CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用