
常温发黑液的配方.pdf

文库****品店

1/9

2/9

3/9
4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

常温发黑液的配方.pdf
常温发黑液的配方--常温发黑液的配方一、常温发黑液的组成①主盐无论是硒化物系还是非硒化物的常温发黑剂Cu2+都是成膜的关键组分最常用的为硫酸铜。②氧化剂在常温发黑剂中必有氧化剂和铜盐、铁基体等参与氧化还原反应才能成膜常用的有二氧化硒、亚硒酸等此外还有硝酸、亚硝酸盐、硝酸盐等。③加速剂起催化作用能提高反应成膜速度最常用的为氯化镍、硫酸
常温发黑液的配方.pdf
常温发黑液的配方--常温发黑液的配方一、常温发黑液的组成①主盐无论是硒化物系,还是非硒化物的常温发黑剂,Cu2+都是成膜的关键组分,最常用的为硫酸铜。②氧化剂在常温发黑剂中,必有氧化剂和铜盐、铁基体等参与氧化还原反应才能成膜,常用的有二氧化硒、亚硒酸等,此外还有硝酸、亚硝酸盐、硝酸盐等。③加速剂起催化作用,能提高反应成膜速度,最常用的为氯化镍、硫酸镍等。④络合剂主要作用是络合铜,控制其置换速度,以保障结合力、常用的有柠檬酸盐、酒石酸盐、氟化物、磺基水杨酸等。⑤稳定剂主要是维持发黑剂pH值稳定。从而使常温发

钢铁常温发黑液具体配方.doc
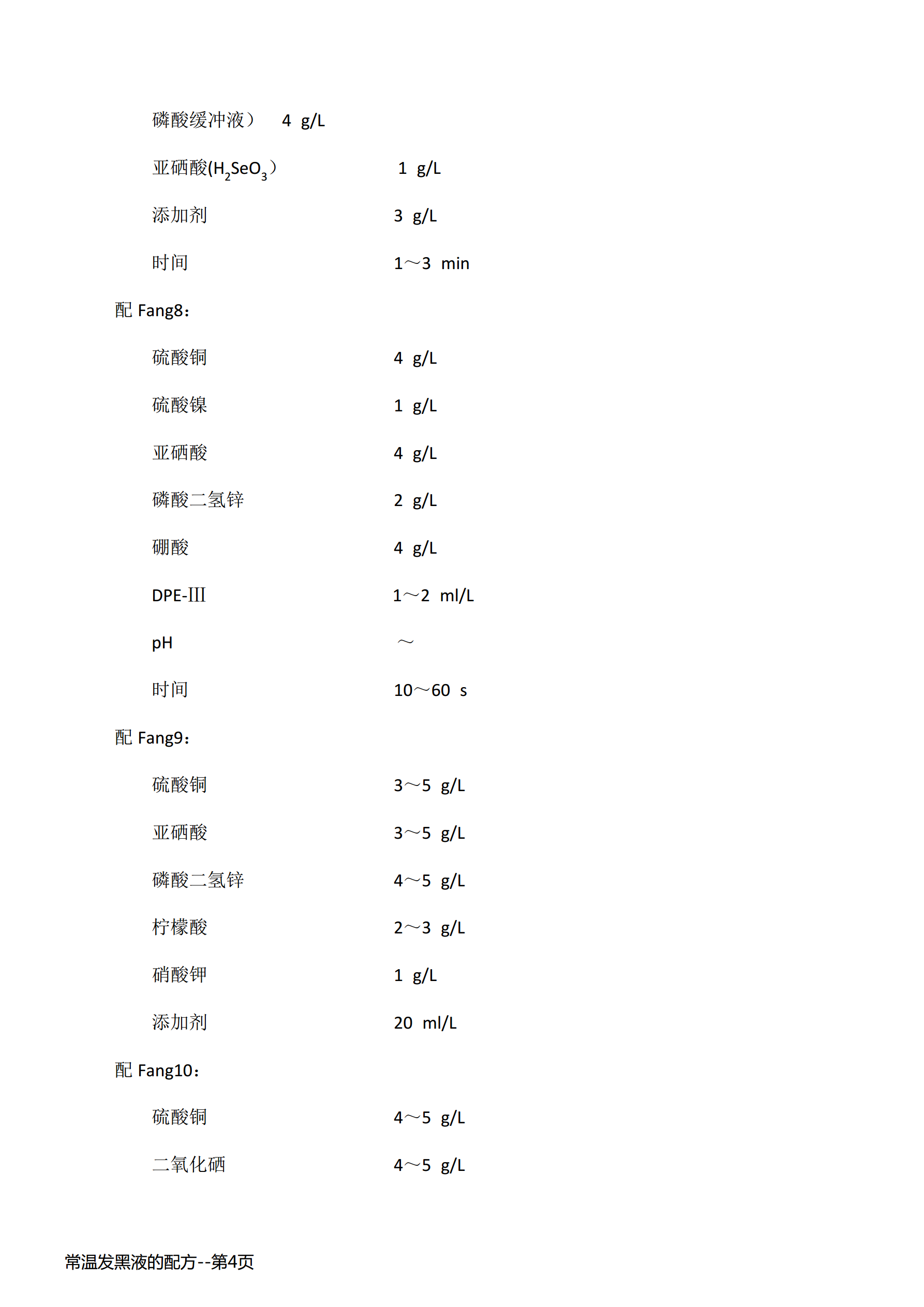
钢铁常温发黑液具体配方现根据各种杂志所刊发钢铁常温发黑论文资料,并依据我公司研究成果,公布以下具体配方,供进行此项研究者参考。配方1:硫酸铜4~8g/L二氧化硒4~8g/L磷酸盐7~15g/L硝酸盐2~4g/L柠檬酸盐2~4g/L稳定剂20ml/LpH2.0~2.5时间3~5min配方2(武汉水运工程学院提供):硫酸铜1~3g/L亚硒酸2~3g/L磷酸2~4g/L有机酸1.0~1.5g/L十二烷基硫酸钠0.1~0.3g/L复合添加剂10~15g/LpH2~3时间2~6min配方3(贵州航空发动机公司提供)

常温发黑液的配方资料讲解.doc
常温发黑液的配方精品文档精品文档收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除精品文档收集于网络,如有侵权请联系管理员删除常温发黑液的配方一、常温发黑液的组成①主盐无论是硒化物系,还是非硒化物的常温发黑剂,Cu2+都是成膜的关键组分,最常用的为硫酸铜。②氧化剂在常温发黑剂中,必有氧化剂和铜盐、铁基体等参与氧化还原反应才能成膜,常用的有二氧化硒、亚硒酸等,此外还有硝酸、亚硝酸盐、硝酸盐等。③加速剂起催化作用,能提高反应成膜速度,最常用的为氯化镍、硫酸镍等。④络合剂主要作用是络合铜,

常温发黑液的应用.docx
常温发黑液的应用常温发黑液的应用引言:近年来,科技的发展和人们对于新材料的需求日益增长,为此,许多研究机构和科学家都在探索和开发新的材料。其中,一种被广泛关注的新材料就是常温发黑液。常温发黑液是一种在常规温度下能够发生黑化反应的液体,具有许多独特的性质和广泛的应用潜力。本文将探讨常温发黑液的原理、优势以及在不同领域中的应用。一、常温发黑液的原理常温发黑液的黑化反应是一种特殊的化学反应。它通常由两种或多种化学物质的混合而成,其中一种物质是触发剂,另一种物质是反应物。触发剂的作用是在常温下激活反应物,使其发生