
刀具磨损和刀具寿命.pptx

文库****品店

1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

刀具磨损和刀具寿命.pptx
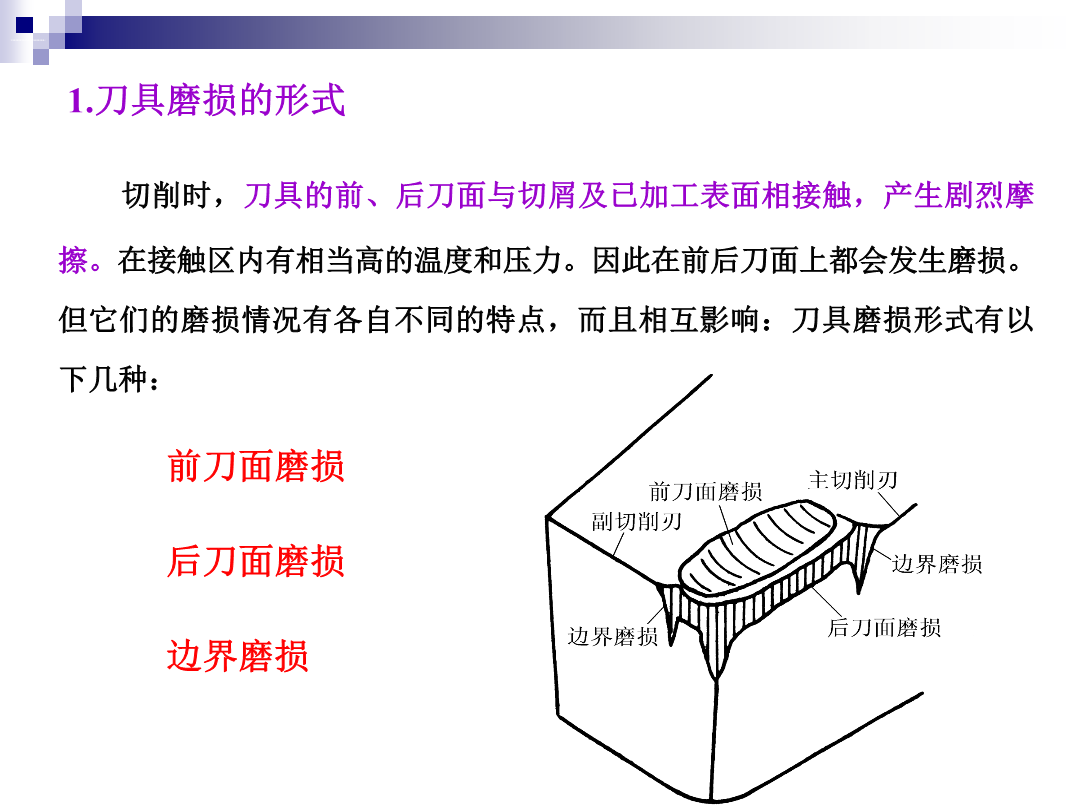
§3.6刀具磨损与刀具寿命一、刀具磨损形态和磨损机制切削过程中,随着切屑的不断产生和切除,刀具本身也要逐渐磨损或发生破损(如崩刃、碎断、剥落。裂纹等)。刀具磨损后,使工件加工精度降低,表面粗糙度增大,并导致切削力和切削温度升高,甚至产生振动使其不能继续正常工作。因此刀具磨损直接影响加工效率、加工质量和成本。1.刀具磨损的形式切削时,刀具的前、后刀面与切屑及已加工表面相接触,产生剧烈摩擦。在接触区内有相当高的温度和压力。因此在前后刀面上都会发生磨损。但它们的磨损情况有各自不同的特点,而且相互影响:刀具磨损形
刀具磨损和刀具寿命.ppt
§一、刀具磨损形态和磨损机制1.???2.((((二、刀具磨损过程及磨钝标准?2.一般刀具都要发生后刀面磨损,而且测量也比较方便。?三、刀具寿命二.刀具寿命的经验公式刀具磨损耐用度直线的方程为:三.进给量和切削深度与刀具耐用度的关系用?制订刀具寿命时,还应具体考虑以下几点:四、刀具的破损???

解析刀具磨损与刀具寿命.docx
解析刀具磨损与刀具寿命刀具磨损与刀具寿命论文引言:在制造业中,刀具磨损是一个不可避免的问题。刀具作为一种重要的加工工具,其性能和寿命直接影响着加工质量和产能。因此研究刀具磨损与寿命的机理对于提高加工效率和降低成本具有重要意义。一、刀具磨损的机理刀具磨损是由于刀具在加工过程中与被加工物料相互接触而引起的表面破坏和材料的去除。刀具磨损的机理主要包括以下几个方面:1.磨粒磨损:在切削过程中,被加工物料中的硬颗粒会被刀具切削削尖,磨损切削面,进而降低刀具的切削能力和寿命。2.热磨损:由于切削过程中产生的热量,会使
刀具的磨损与破损、刀具寿命及刀具状态监控.pdf
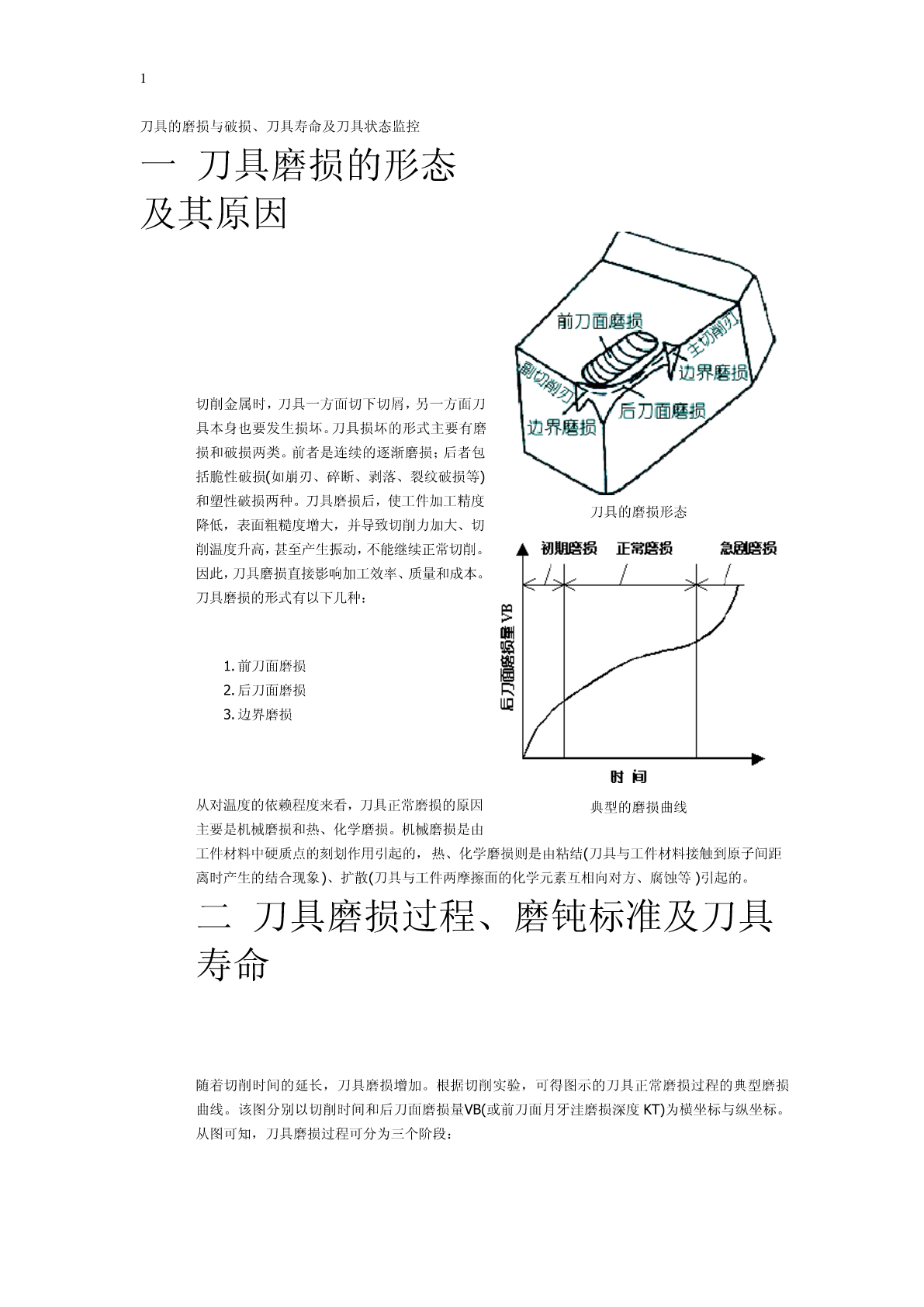
1刀具的磨损与破损、刀具寿命及刀具状态监控一刀具磨损的形态及其原因切削金属时,刀具一方面切下切屑,另一方面刀具本身也要发生损坏。刀具损坏的形式主要有磨损和破损两类。前者是连续的逐渐磨损;后者包括脆性破损(如崩刃、碎断、剥落、裂纹破损等)和塑性破损两种。刀具磨损后,使工件加工精度刀具的磨损形态降低,表面粗糙度增大,并导致切削力加大、切削温度升高,甚至产生振动,不能继续正常切削。因此,刀具磨损直接影响加工效率、质量和成本。刀具磨损的形式有以下几种:1.前刀面磨损2.后刀面磨损3.边界磨损从对温度的依赖程度来看

刀具磨损和刀具使用寿命1资料.pptx
第六章刀具磨损和刀具使用寿命6.1刀具磨损的形态刀具失效的形式有正常磨损和非正常磨损两类。6.1.1正常磨损正常磨损是指随着切削时间增加,磨损逐渐扩大的磨损。1.前刀面磨损(月牙洼磨损)常发生于加工塑性金属时,切削速度较高和切削厚度较大的情况下,切屑在刀具的前刀面上磨出一个月牙形凹坑,习惯上称之为月牙洼。在磨损过程中,初始磨损点与刀刃之间有一条小窄边,随着切削时间的延长,磨损点扩大形成月牙洼,并逐渐向切削刃方向扩展使切削刃强度随之削弱,最后导致崩刃。月牙洼处即切削温度最高点。2.后刀面磨损切削过程中,刀具