
工序卡-张紧轮支架-机械加工工艺.doc

Ma****57


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
工序卡-张紧轮支架-机械加工工艺.doc
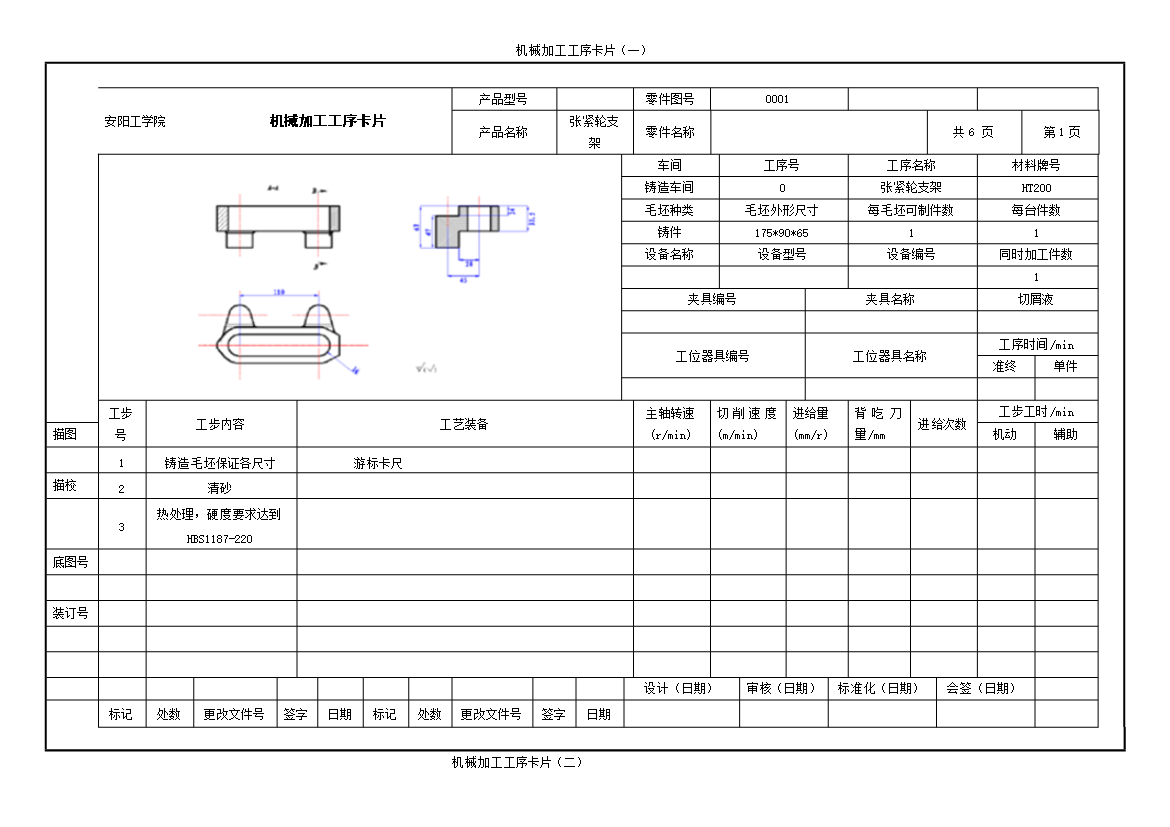
机械加工工序卡片(一)安阳工学院机械加工工序卡片产品型号零件图号0001产品名称张紧轮支架零件名称车间工序号工序名称材料牌号铸造车间0张紧轮支架HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件175*90*6511设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切屑液工位器具编号工位器具名称工序时间/min准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数工步工时/min描图机动辅助1铸造毛坯保证各尺寸游标卡尺描校2清砂3

工序卡-张紧轮支架-机械加工工艺.doc
机械加工工序卡片(一)安阳工学院机械加工工序卡片产品型号零件图号0001产品名称张紧轮支架零件名称车间工序号工序名称材料牌号铸造车间0张紧轮支架HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件175*90*6511设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切屑液工位器具编号工位器具名称工序时间/min准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数工步工时/min描图机动辅助1铸造毛坯保证各尺寸游标卡尺描校2清砂3热处理

工序卡-张紧轮支架-机械加工工艺.doc
机械加工工序卡片(一)安阳工学院机械加工工序卡片产品型号零件图号0001产品名称张紧轮支架零件名称车间工序号工序名称材料牌号铸造车间0张紧轮支架HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件175*90*6511设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切屑液工位器具编号工位器具名称工序时间/min准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数工步工时/min描图机动辅助1铸造毛坯保证各尺寸游标卡尺描校2清砂3
工序卡-张紧轮支架-机械加工工艺.doc
机械加工工序卡片(一)安阳工学院机械加工工序卡片产品型号零件图号0001产品名称张紧轮支架零件名称车间工序号工序名称材料牌号铸造车间0张紧轮支架HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件175*90*6511设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切屑液工位器具编号工位器具名称工序时间/min准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数工步工时/min描图机动辅助1铸造毛坯保证各尺寸游标卡尺描校2清砂3
工序卡-张紧轮支架-机械加工工艺.doc
机械加工工序卡片(一)安阳工学院机械加工工序卡片产品型号零件图号0001产品名称张紧轮支架零件名称车间工序号工序名称材料牌号铸造车间0张紧轮支架HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件175*90*6511设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切屑液工位器具编号工位器具名称工序时间/min准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数工步工时/min描图机动辅助1铸造毛坯保证各尺寸游标卡尺描校2清砂3