
塑料成型工艺.doc

是笛****加盟


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

塑料与塑料成型工艺.doc
塑料与塑料成型工艺知识目标掌握塑料的组成、分类及其热力学性能。掌握常用塑料的名称、牌号、性能及其典型用途。掌握常用塑料的成型方法,熟悉各种成型方法的优缺点和使用范围。掌握常见塑料模具的种类及名称。掌握塑料制品设计的原则与要点。技能目标具备为塑料制品选择合理牌号塑料的能力。具备为常见塑料制品选择合理成型方法的能力。针对注射成型工艺,具备为其选择合理工艺参数的能力。针对已有的塑料件,具备分析其结构合理与否的能力具备设计中等复杂程度塑料制品的能力。主要理论及工程应用导航:手机底盖与自来水管的比较图2-1的塑料制

塑料与塑料成型工艺.doc
塑料与塑料成型工艺知识目标掌握塑料的组成、分类及其热力学性能。掌握常用塑料的名称、牌号、性能及其典型用途。掌握常用塑料的成型方法,熟悉各种成型方法的优缺点和使用范围。掌握常见塑料模具的种类及名称。掌握塑料制品设计的原则与要点。技能目标具备为塑料制品选择合理牌号塑料的能力。具备为常见塑料制品选择合理成型方法的能力。针对注射成型工艺,具备为其选择合理工艺参数的能力。针对已有的塑料件,具备分析其结构合理与否的能力具备设计中等复杂程度塑料制品的能力。主要理论及工程应用导航:手机底盖与自来水管的比较图2-1的塑料制

塑料成型工艺.doc
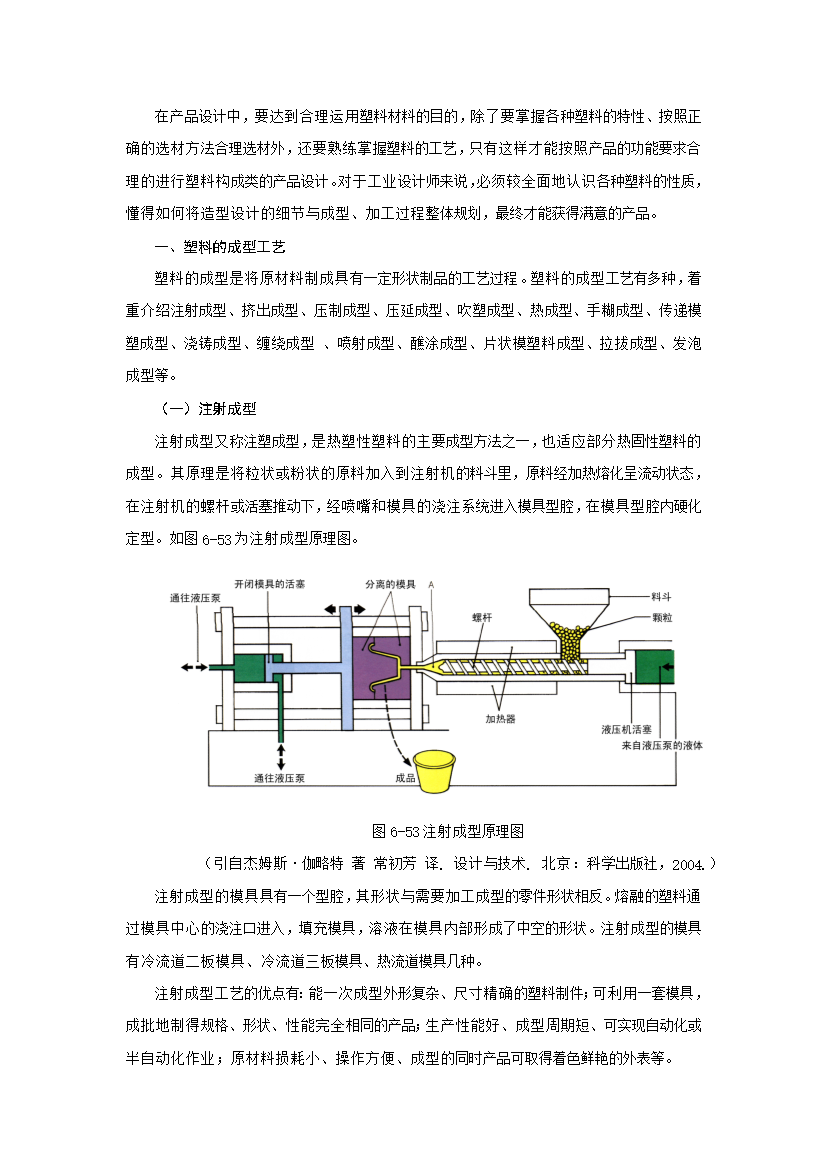
在产品设计中,要达到合理运用塑料材料的目的,除了要掌握各种塑料的特性、按照正确的选材方法合理选材外,还要熟练掌握塑料的工艺,只有这样才能按照产品的功能要求合理的进行塑料构成类的产品设计。对于工业设计师来说,必须较全面地认识各种塑料的性质,懂得如何将造型设计的细节与成型、加工过程整体规划,最终才能获得满意的产品。一、塑料的成型工艺塑料的成型是将原材料制成具有一定形状制品的工艺过程。塑料的成型工艺有多种,着重介绍注射成型、挤出成型、压制成型、压延成型、吹塑成型、热成型、手糊成型、传递模塑成型、浇铸成型、缠绕成
塑料成型工艺.doc
在产品设计中,要达到合理运用塑料材料的目的,除了要掌握各种塑料的特性、按照正确的选材方法合理选材外,还要熟练掌握塑料的工艺,只有这样才能按照产品的功能要求合理的进行塑料构成类的产品设计。对于工业设计师来说,必须较全面地认识各种塑料的性质,懂得如何将造型设计的细节与成型、加工过程整体规划,最终才能获得满意的产品。一、塑料的成型工艺塑料的成型是将原材料制成具有一定形状制品的工艺过程。塑料的成型工艺有多种,着重介绍注射成型、挤出成型、压制成型、压延成型、吹塑成型、热成型、手糊成型、传递模塑成型、浇铸成型、缠绕成
塑料成型工艺.doc
在产品设计中,要达到合理运用塑料材料的目的,除了要掌握各种塑料的特性、按照正确的选材方法合理选材外,还要熟练掌握塑料的工艺,只有这样才能按照产品的功能要求合理的进行塑料构成类的产品设计。对于工业设计师来说,必须较全面地认识各种塑料的性质,懂得如何将造型设计的细节与成型、加工过程整体规划,最终才能获得满意的产品。一、塑料的成型工艺塑料的成型是将原材料制成具有一定形状制品的工艺过程。塑料的成型工艺有多种,着重介绍注射成型、挤出成型、压制成型、压延成型、吹塑成型、热成型、手糊成型、传递模塑成型、浇铸成型、缠绕成