
耐张线夹压接工艺.docx

一条****发啊


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

耐张线夹压接工艺.docx
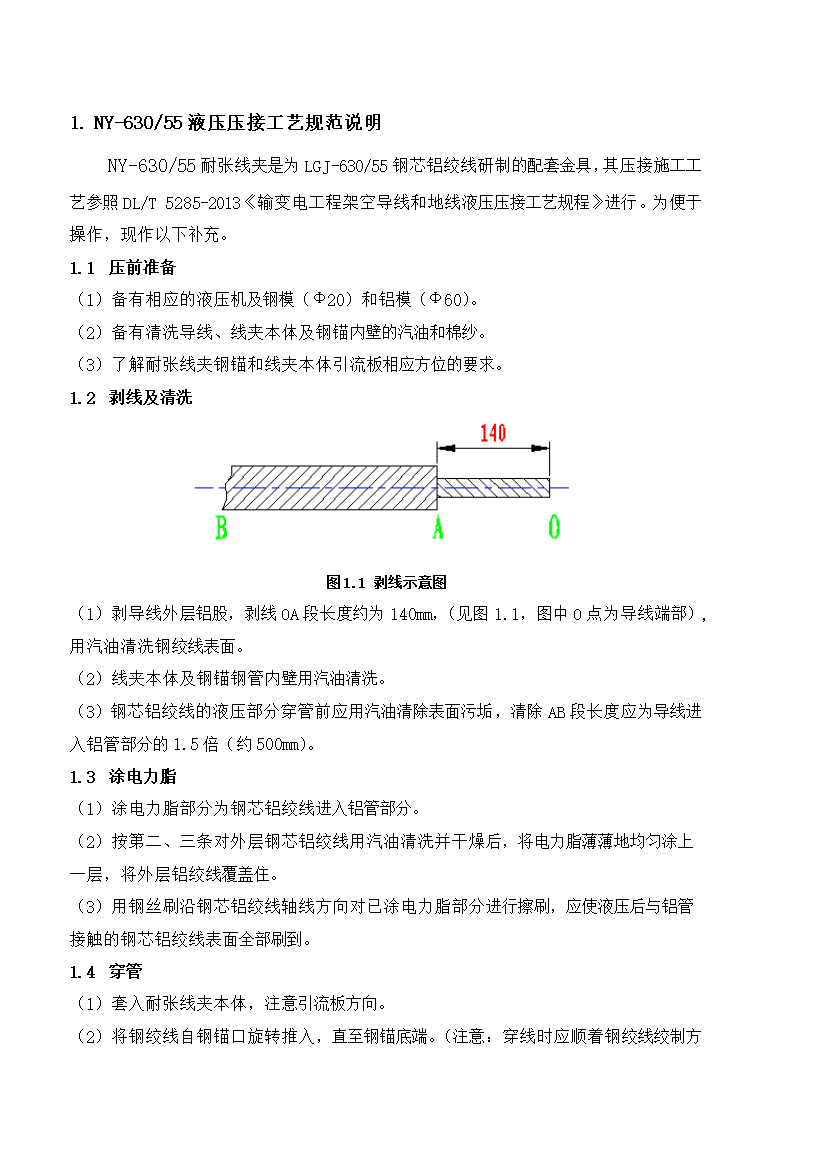
NY-630/55液压压接工艺规范说明NY-630/55耐张线夹是为LGJ-630/55钢芯铝绞线研制的配套金具,其压接施工工艺参照DL/T5285-2013《输变电工程架空导线和地线液压压接工艺规程》进行。为便于操作,现作以下补充。压前准备(1)备有相应的液压机及钢模(Φ20)和铝模(Φ60)。(2)备有清洗导线、线夹本体及钢锚内壁的汽油和棉纱。(3)了解耐张线夹钢锚和线夹本体引流板相应方位的要求。剥线及清洗图1.1剥线示意图(1)剥导线外层铝股,剥线OA段长度约为140mm,(见图1.1,图中O点为导
耐张线夹压接工艺.docx
NY-630/55液压压接工艺规范说明NY-630/55耐张线夹是为LGJ-630/55钢芯铝绞线研制的配套金具,其压接施工工艺参照DL/T5285-2013《输变电工程架空导线和地线液压压接工艺规程》进行。为便于操作,现作以下补充。压前准备(1)备有相应的液压机及钢模(Φ20)和铝模(Φ60)。(2)备有清洗导线、线夹本体及钢锚内壁的汽油和棉纱。(3)了解耐张线夹钢锚和线夹本体引流板相应方位的要求。剥线及清洗图1.1剥线示意图(1)剥导线外层铝股,剥线OA段长度约为140mm,(见图1.1,图中O点为导

耐张线夹压接质量检测及缺陷分析.docx
耐张线夹压接质量检测及缺陷分析耐张线夹是一种常见的电力设备,用于固定和连接导线,保证电力传输的可靠性。在耐张线夹的制造过程中,质量检测及缺陷分析是非常重要的环节,可以确保产品的质量和可靠性。本文将介绍耐张线夹的质量检测方法和常见的缺陷分析,并对其进行详细讨论。首先,耐张线夹的质量检测主要包括外观检查、尺寸检测、材质检测和力学性能检测等内容。外观检查主要针对耐张线夹的表面是否有裂纹、氧化、变形等缺陷。尺寸检测主要是对耐张线夹的长度、宽度、厚度等几何参数进行测量,确保其符合设计要求。材质检测是通过化学分析或金

碳纤维导线耐张线夹反压施工工艺.pdf
本发明提供一种碳纤维导线耐张线夹反压施工工艺。采用本发明的工艺,耐张压接管内部采用楔形线夹连接而不需要压接,外连接环与外层铝管之间预留一定距离,外层铝管采用反压方法,只要尾部预留长度准确,反压可以先预留压接管受力后释放空间,碳纤维导线压接时就能克服压接管管口抛股的问题,有很好的推广应用价值。
一种耐张线夹压接质量检测设备、系统与方法.pdf
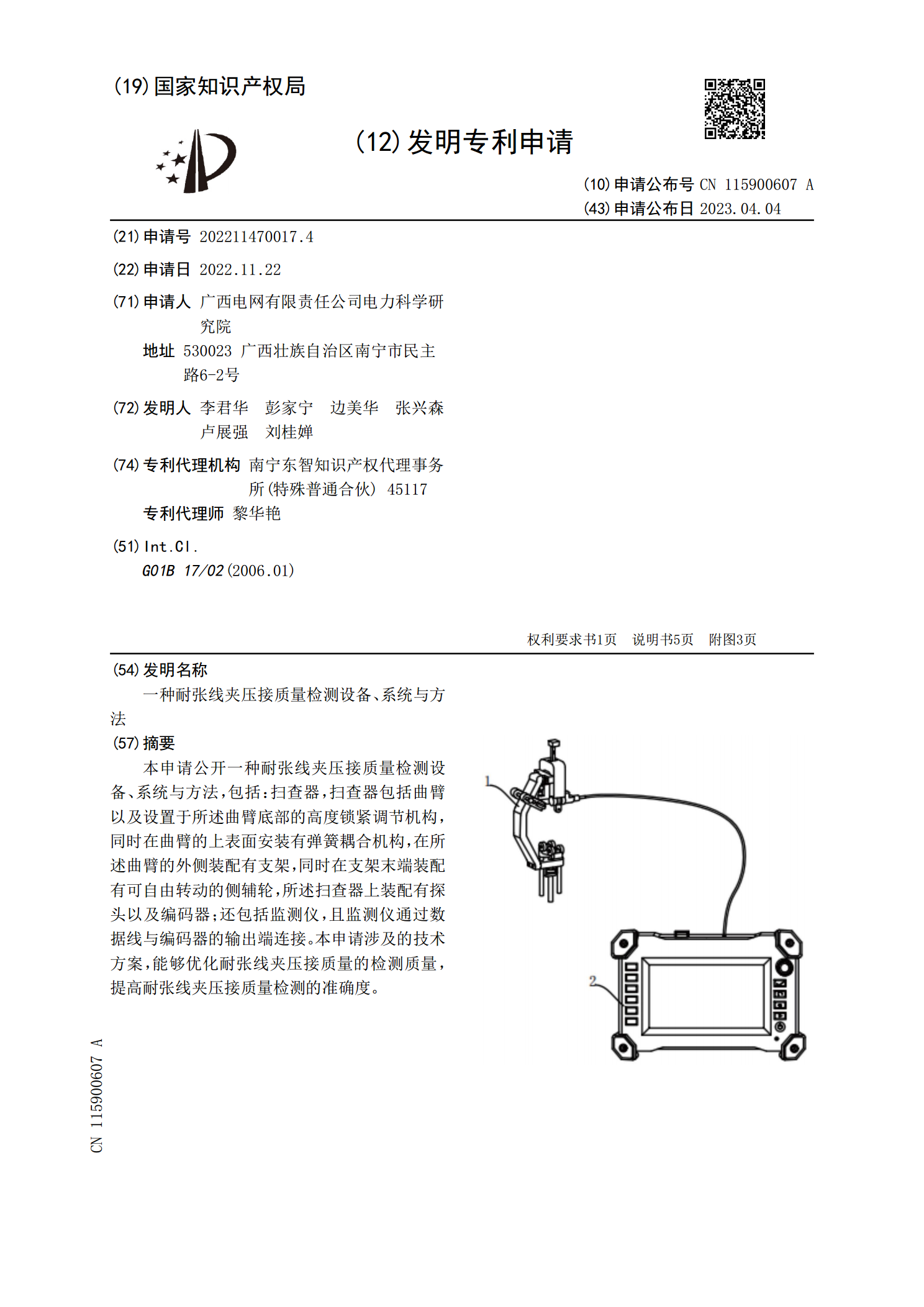
本申请公开一种耐张线夹压接质量检测设备、系统与方法,包括:扫查器,扫查器包括曲臂以及设置于所述曲臂底部的高度锁紧调节机构,同时在曲臂的上表面安装有弹簧耦合机构,在所述曲臂的外侧装配有支架,同时在支架末端装配有可自由转动的侧辅轮,所述扫查器上装配有探头以及编码器;还包括监测仪,且监测仪通过数据线与编码器的输出端连接。本申请涉及的技术方案,能够优化耐张线夹压接质量的检测质量,提高耐张线夹压接质量检测的准确度。