
主轴加工工艺卡片.doc

15****47

1/10

2/10
3/10

4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
主轴加工工艺卡片.doc
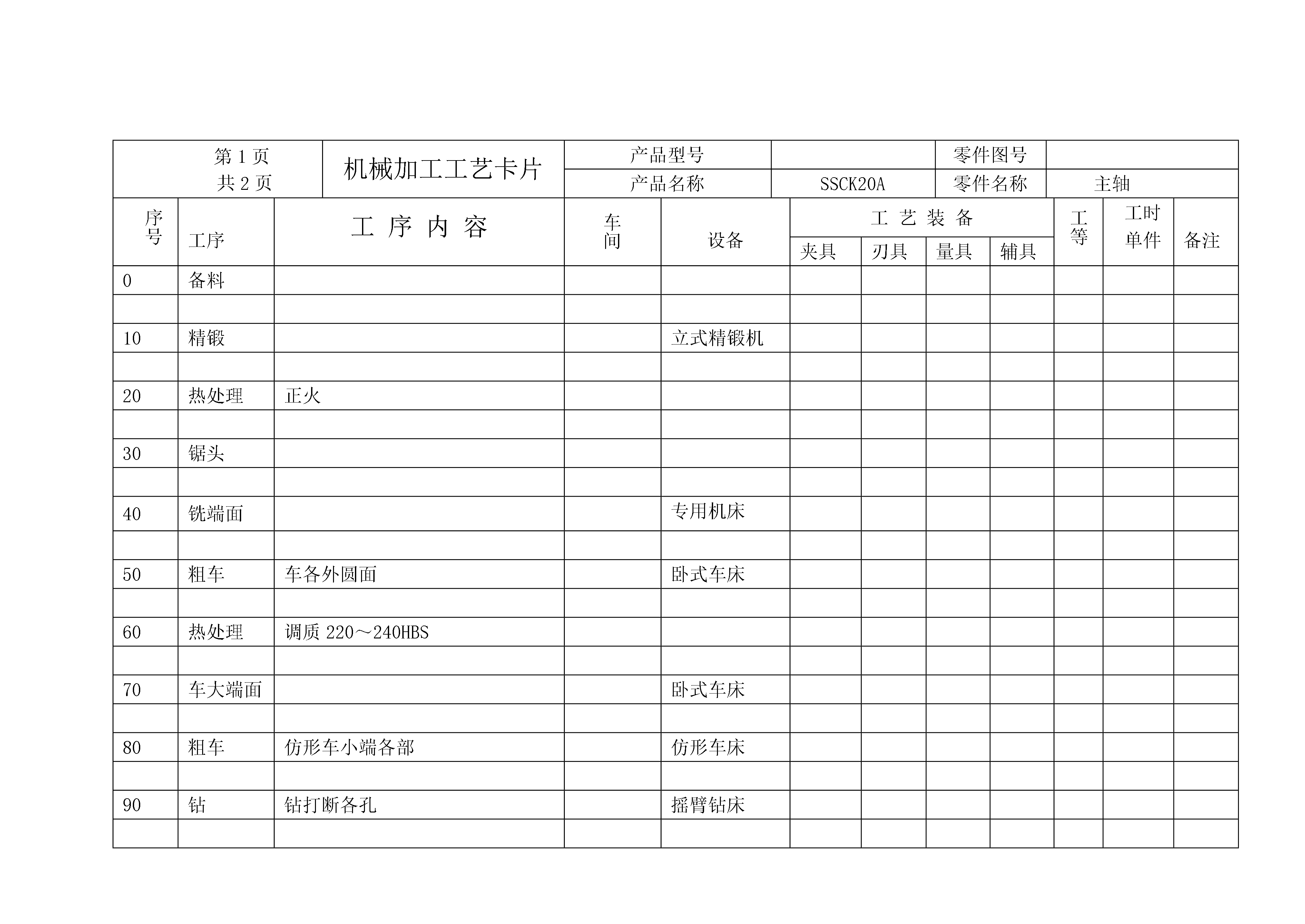
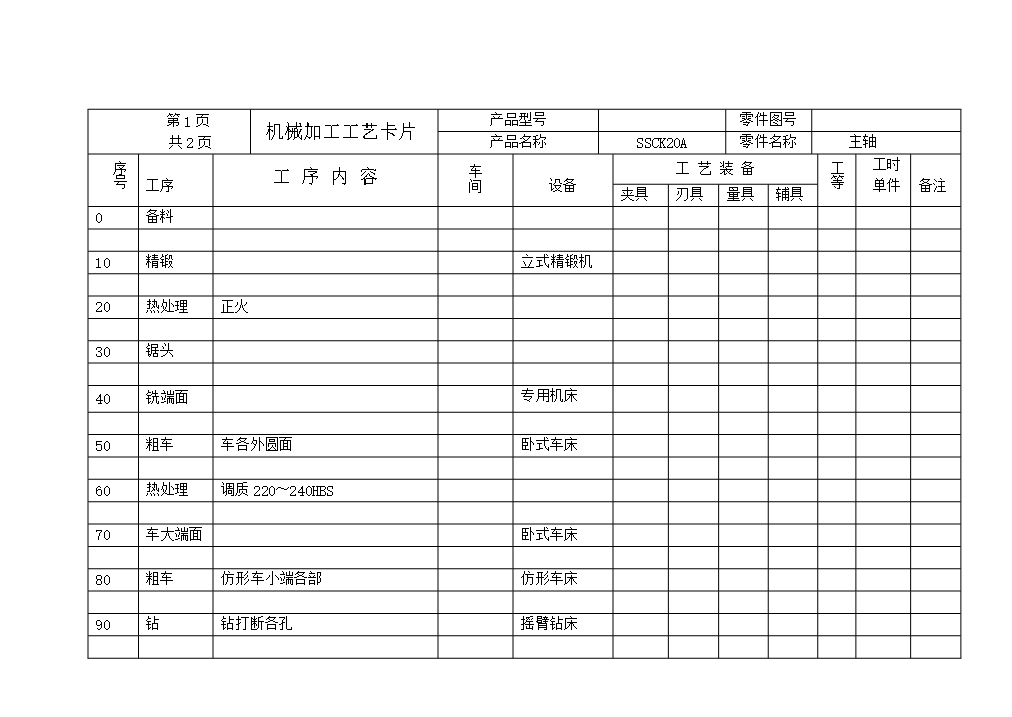
机械加工工艺卡片产品型号零件图号产品名称SSCK20A零件名称主轴序号工序工序内容车间设备工艺装备工等工时单件备注夹具刃具量具辅具0备料10精锻立式精锻机20热处理正火30锯头40铣端面专用机床50粗车车各外圆面卧式车床60热处理调质220~240HBS70车大端面卧式车床80粗车仿形车小端各部仿形车床90钻钻打断各孔摇臂钻床机械加工工艺卡片产品型号零件图号产品名称SSCK20A零件名称主轴序号工序工序内容车间设备工艺装备工等工时单件备注夹具刃具量具辅具100热处理高频感应加热淬火110数车精车各外圆并车

主轴加工工艺卡片.doc
序号加工名称工序简图加工设备1备料2锻造3热处理正火4铣端面钻中心孔卧式车床CA61405粗车车各外圆6热处理7车大端部卧式车床CA61408车小端部卧式车床CA61409钻深孔10车小端内锥孔卧式车床CA614011车大端内锥孔卧式车床CA614012钻大端面各孔钻床13热处理14精车各外圆并车槽卧式车床CA614015粗精铣花键铣床16铣键槽铣床17加工各锻螺纹卧式车床CA6140

主轴加工工艺卡片.doc
机械加工工艺卡片产品型号零件图号产品名称SSCK20A零件名称主轴序号工序工序内容车间设备工艺装备工等工时单件备注夹具刃具量具辅具0备料10精锻立式精锻机20热处理正火30锯头40铣端面专用机床50粗车车各外圆面卧式车床60热处理调质220~240HBS70车大端面卧式车床80粗车仿形车小端各部仿形车床90钻钻打断各孔摇臂钻床机械加工工艺卡片产品型号零件图号产品名称SSCK20A零件名称主轴序号工序工序内容车间设备工艺装备工等工时单件备注夹具刃具量具辅具100热处理高频感应加热淬火110数车精车各外圆并车

主轴加工工艺卡片.doc
机械加工工艺卡片产品型号零件图号产品名称SSCK20A零件名称主轴序号工序工序内容车间设备工艺装备工等工时单件备注夹具刃具量具辅具0备料10精锻立式精锻机20热处理正火30锯头40铣端面专用机床50粗车车各外圆面卧式车床60热处理调质220~240HBS70车大端面卧式车床80粗车仿形车小端各部仿形车床90钻钻打断各孔摇臂钻床机械加工工艺卡片产品型号零件图号产品名称SSCK20A零件名称主轴序号工序工序内容车间设备工艺装备工等工时单件备注夹具刃具量具辅具100热处理高频感应加热淬火110数车精车各外圆并车

X6231主轴加工工艺过程卡片.doc
机械加工工艺过程卡片产品型号X6132零件图号产品名称铣床零件名称主轴材料牌号45钢毛坯种类模锻件毛坯外形尺寸140×725每毛坯件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1备料铸工2锻造模锻铸工3热处理正火热处理4车车端面金工CA6140游标卡尺、通用夹具钻中心孔粗车各外圆面5热处理调质至220~240HBS热处理6车半精车大、小端面金工CA6140游标卡尺、通用夹具各外圆面、退刀槽和越程槽,倒角7钻钻通孔金工深孔钻床卡尺、塞规8车车大端7:24锥孔和内孔金工CA6140