
车用动力电池模组设计研究.docx

15****47

1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
车用动力电池模组设计研究.docx
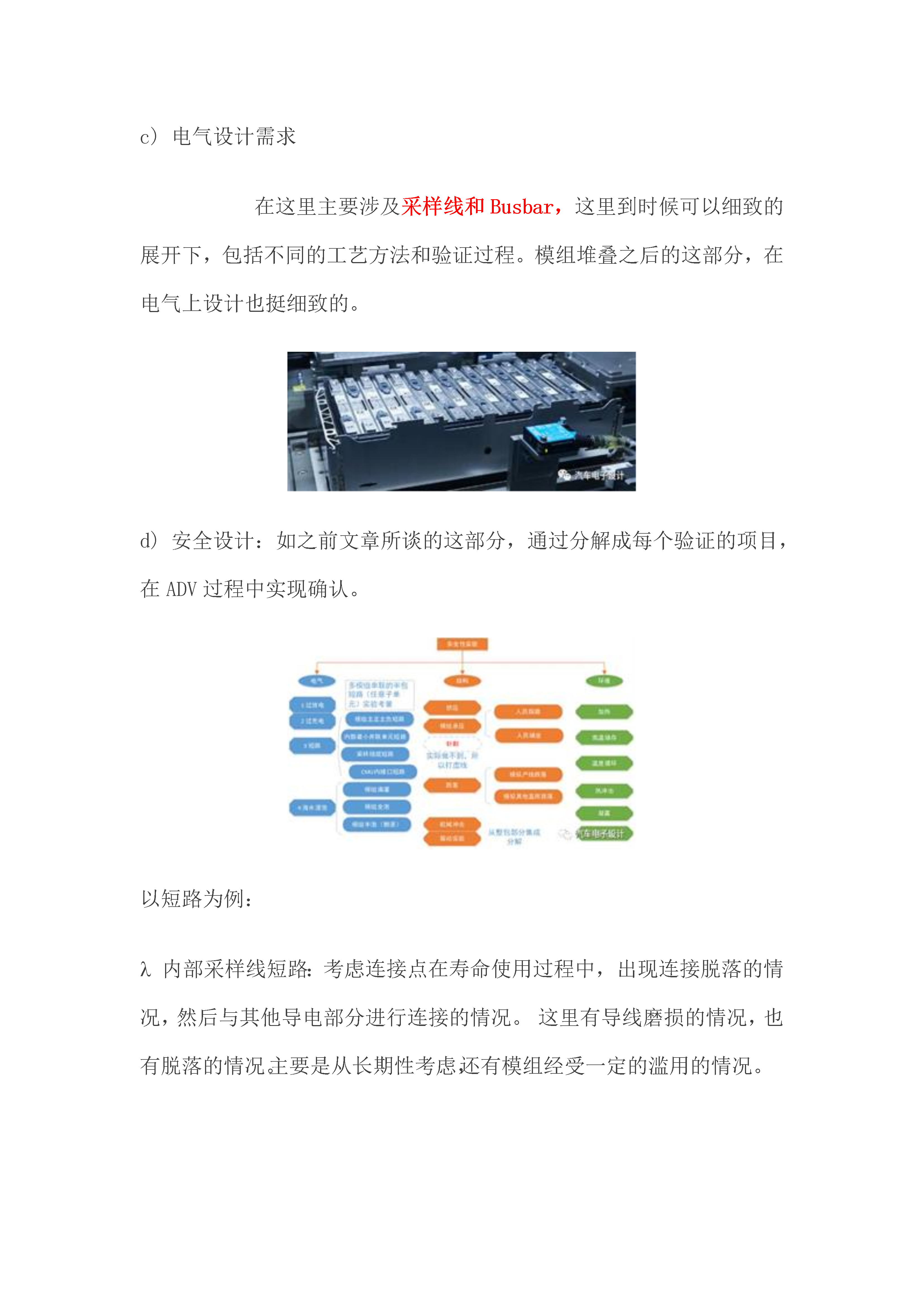
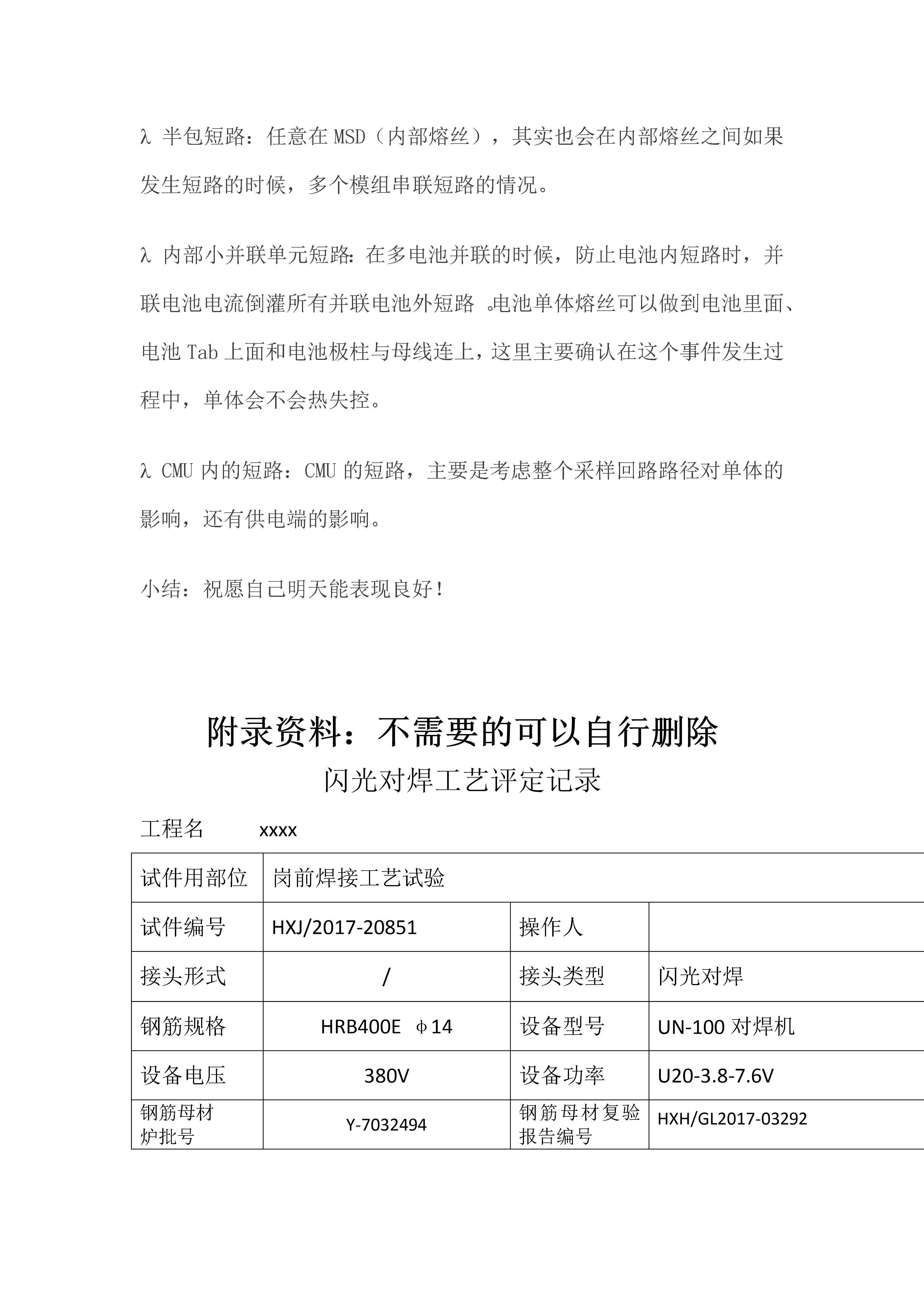
车用动力电池模组设计研究yeshuheng2017-10-27关注这是我工作的第十个年头,也是第一次很骄傲,可以代表公司去讲趋势和技术,一共1小时30分钟。PPT做得不好看,发动烟烟来帮我打理,费了3个周的时间基本出了一个成品,到时候讲得不好各位读者要多包涵。我在这里先梳理一下纲要:上半部分务虚,主要谈谈当前的电池发展、电动汽车对电池的需求,核心是随着电池单体的发展,电动汽车对电池需求的变化和发展,我们(Pack企业)应该把什么东西作为技术核心和基础下半部分务实,主要介绍公司对于软包电池成组过去和现在的一

车用动力电池碳纤维箱体的设计研究.docx
车用动力电池碳纤维箱体的设计研究随着汽车行业的快速发展以及对环保节能的要求越来越高,新能源汽车成为了未来发展方向,而车用动力电池作为新能源汽车的重要组成部分,其性能信赖程度直接影响了新能源汽车市场的前景和发展。为有效保护车用动力电池,稳定其运行,设计者们已经开始尝试使用碳纤维箱体来替代传统金属箱体。碳纤维是一种具有轻质、高强度、高刚性、耐腐蚀性等优势的高科技材料。与传统金属箱体相比,碳纤维箱体不仅具有更优秀的电气绝缘性和抗震性能,而且具有更好的散热性,增强了电池的稳定运行。针对当前新能源汽车市场上车用动力

车用动力电池系统设计及应用研究.docx
车用动力电池系统设计及应用研究随着环保意识的增强和汽车市场的发展,电动汽车逐渐成为一种重要的出行选择。而车用动力电池系统则是电动汽车最核心的部件之一。车用动力电池系统的设计与应用研究,对于电动汽车的发展和推广具有重大的意义。一、车用动力电池系统的概述车用动力电池系统是由一组电池单元和电子控制系统组成的。电池单元是构成电池组的基本单元,由多个电池单体串联或并联而成。电子控制系统负责监测电池的状态、控制电池的工作状态,以及负责电池的充电和放电过程。车用动力电池系统是电动汽车中最重要的部件,其工作状态直接决定电

一种电动车用动力电池模组分离设备.pdf
本发明公开了一种电动车用动力电池模组分离设备,包括通过轨道依次连接的外框拆解区和单体拆解区,以及设置在轨道上用于运送车用动力电池的自动履带轮推车,所述的单体拆解区为密封式空间,其上设置有稀有气体通入口,自动化程度高,可减轻劳动强度,实现动力车用动力电池无损化、无害化拆解,免放电,安全环保。

车用动力电池回收及梯级利用研究.docx
车用动力电池回收及梯级利用研究车用动力电池回收及梯级利用研究摘要:随着电动汽车(EV)的快速发展,车用动力电池的回收和利用问题已成为全球关注的热点。本论文通过对车用动力电池的回收和利用进行研究,分析了回收及梯级利用的方法和技术,探讨了回收利用对环境保护和资源再利用的影响,并提出了一些解决方案。关键词:车用动力电池;回收利用;环境保护;资源再利用。引言:近年来,随着电动汽车的推广和普及,车用动力电池的需求不断增加。然而,动力电池的回收和梯级利用问题也随之而来。车用动力电池的回收和利用对于环境保护和资源再利用