
机械加工工艺过程卡片输出轴.docx

15****47

1/10

2/10

3/10

4/10
5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

机械加工工艺过程卡片输出轴.docx
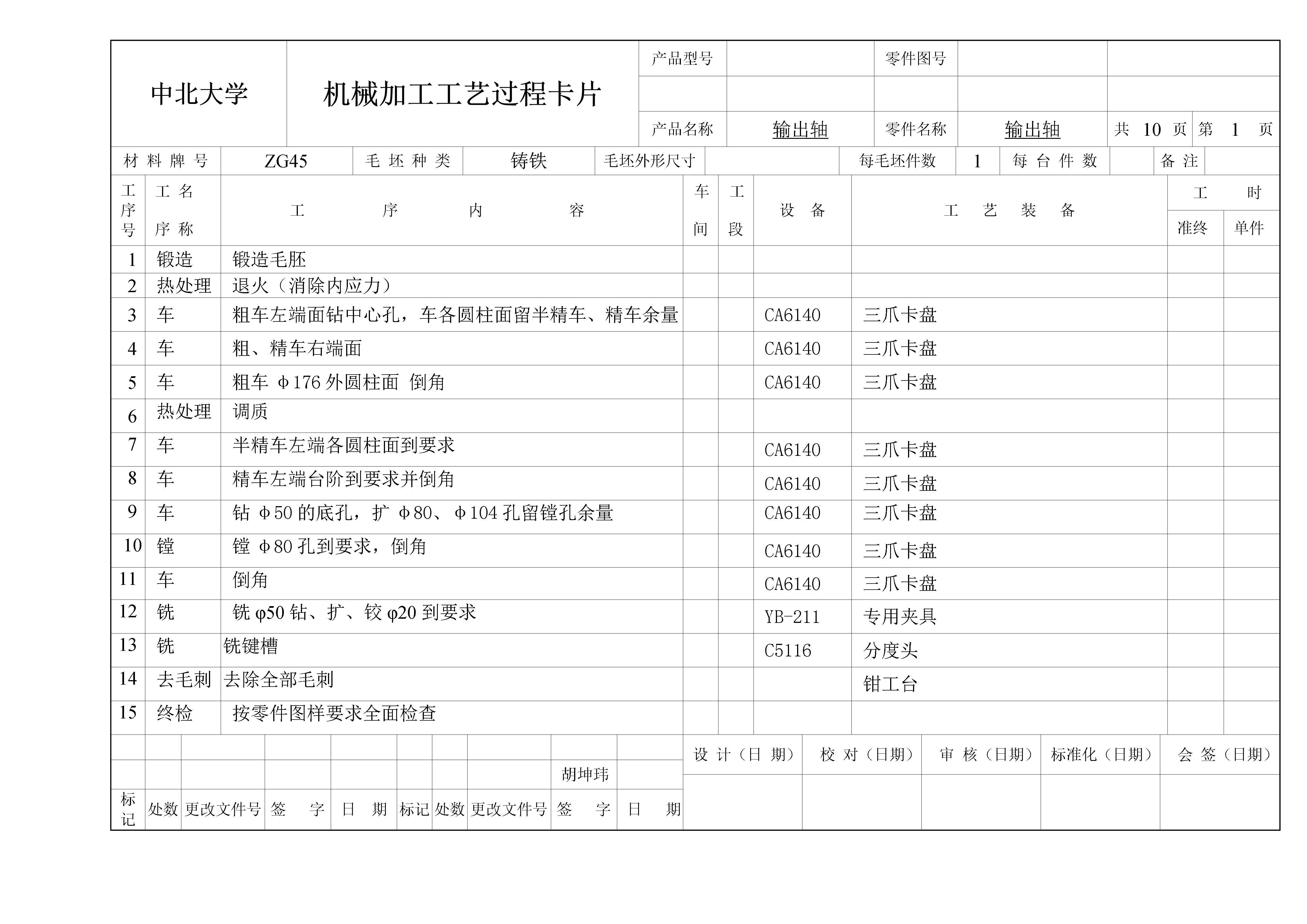
中北大学机械加工工艺过程卡片产品型号零件图号产品名称输出轴零件名称输出轴材料牌号ZG45毛坯种类铸铁毛坯外形尺寸每毛坯件数1每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1锻造锻造毛胚2热处理退火(消除内应力)3车粗车左端面钻中心孔,车各圆柱面留半精车、精车余量CA6140三爪卡盘4车粗、精车右端面CA6140三爪卡盘5车粗车φ176外圆柱面倒角CA6140三爪卡盘6热处理调质7车半精车左端各圆柱面到要求CA6140三爪卡盘8车精车左端台阶到要求并倒角CA6140三爪卡盘

机械加工工艺过程卡片输出轴.docx
中北大学机械加工工艺过程卡片产品型号零件图号产品名称输出轴零件名称输出轴材料牌号ZG45毛坯种类铸铁毛坯外形尺寸每毛坯件数1每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1锻造锻造毛胚2热处理退火(消除内应力)3车粗车左端面钻中心孔,车各圆柱面留半精车、精车余量CA6140三爪卡盘4车粗、精车右端面CA6140三爪卡盘5车粗车φ176外圆柱面倒角CA6140三爪卡盘6热处理调质7车半精车左端各圆柱面到要求CA6140三爪卡盘8车精车左端台阶到要求并倒角CA6140三爪卡盘

机械加工工艺卡片+机械加工工艺过程卡片.doc
机械加工工艺过程卡片盐城工学院机械加工工艺过程卡片产品型号110型零件图号001产品名称江动-110型拖拉机零件名称高低档拨叉材料牌号ZG45毛坯种类锻件毛坯外形尺寸182x33x100(mm)每坏件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工序时间准终单件0毛坯1铣1粗、精铣φ15孔上下端面金工X62W铣夹具,YG6端铣刀,卡尺22钻、扩、铰、精铰φ15孔麻花钻φ14,IT15扩孔刀,IT15铰刀φ15H933粗、台钻倒角4钳校正拨叉脚,保证两端面余量均匀金工校正工具,卡尺5铣粗铣叉口

转向传动轴机械加工工艺过程卡片和机械加工工序卡片修改.doc
表1转向传动轴机械加工工艺过程卡片转向传动轴机械加工工艺过程卡片产品名称转向传动轴零件名称转向传动轴共页材料牌号45毛坯种类铸铁毛坯外形尺寸每毛坯件数每台件数备注工序号工序名称工序内容车间工段设备工艺装备1锻锻造2热处理人工时效3划线以毛坯外形找正,划两端中心线,照顾各部分加工余量。4铣钻用V形块和辅助支承调整装夹工件后压紧,铣曲轴两端面,钻中心孔。卧式镗床T68V形块、游标卡尺、车刀、中心钻5粗车夹右端顶左端中心孔,车轴颈左端外圆mm到180mm、车外圆95mm到55m

机械加工工艺工艺过程工序卡片气门摇杆轴支座.doc
重庆理工大学机械加工工序卡片产品型号零件图号产品名称气门摇杆轴支座零件名称车间工序号工序名称材料牌号30粗、精铣50底面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数HT20011设备名称设备型号设备编号同时加工件数立式铣床X511夹具编号夹具名称切削液铣夹具亚硝酸钠工位器具编号工位器具名称工序工时(分)准终单件工序号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗铣50底面端铣刀、游标卡尺47589.50.22.022精铣50底