
汽车缸体铸造工艺.doc

15****47


1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

汽车缸体铸造工艺.doc
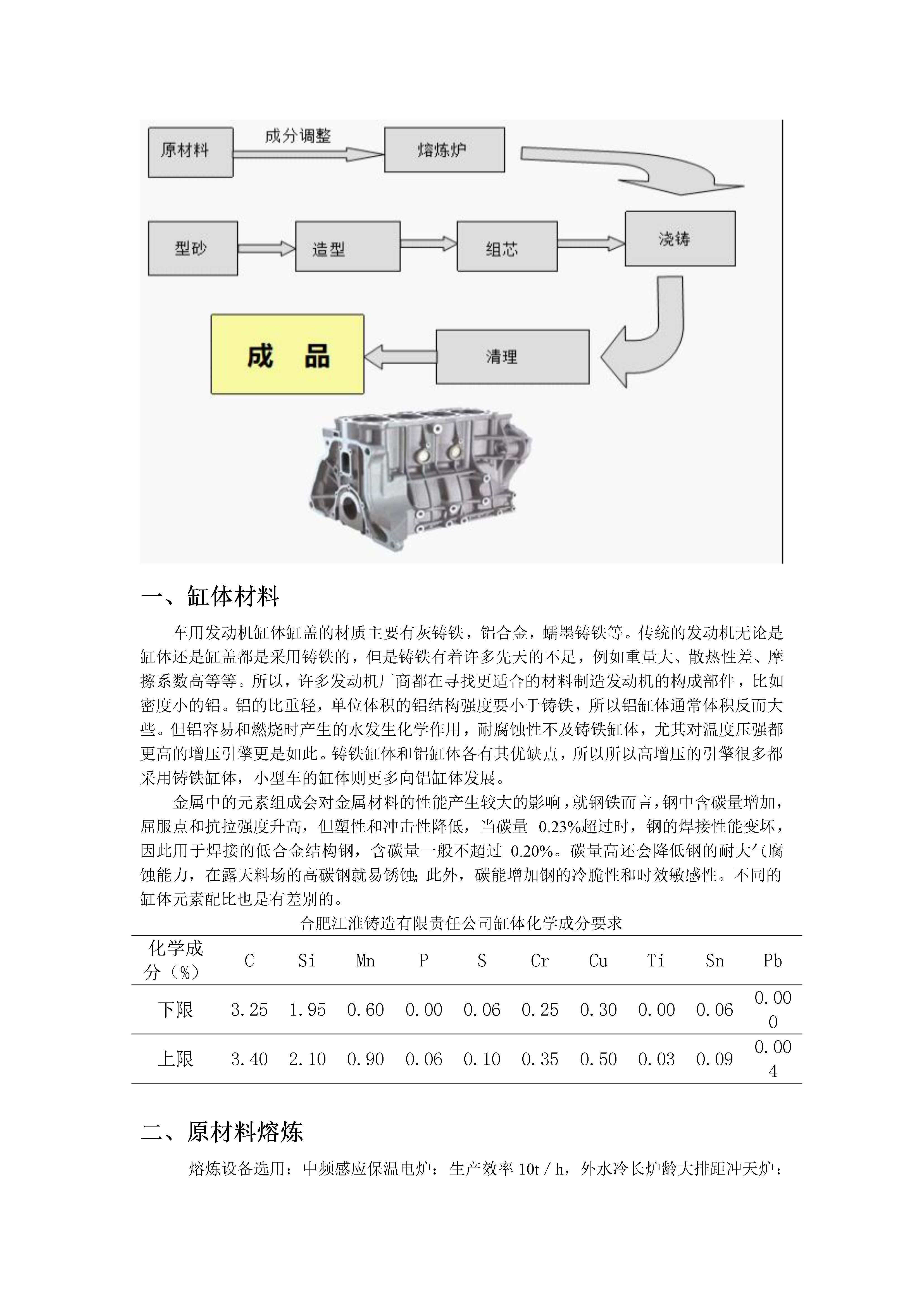
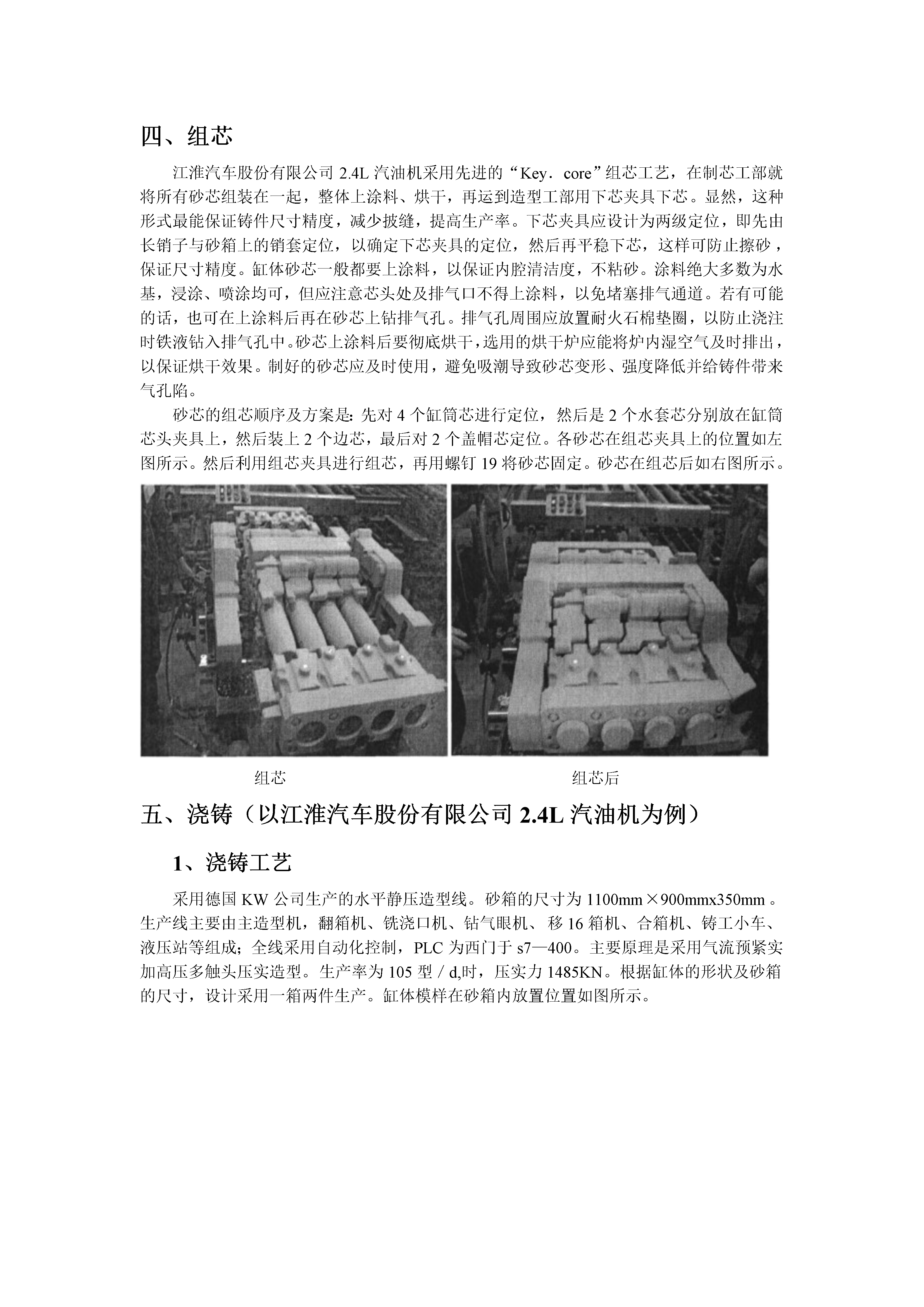
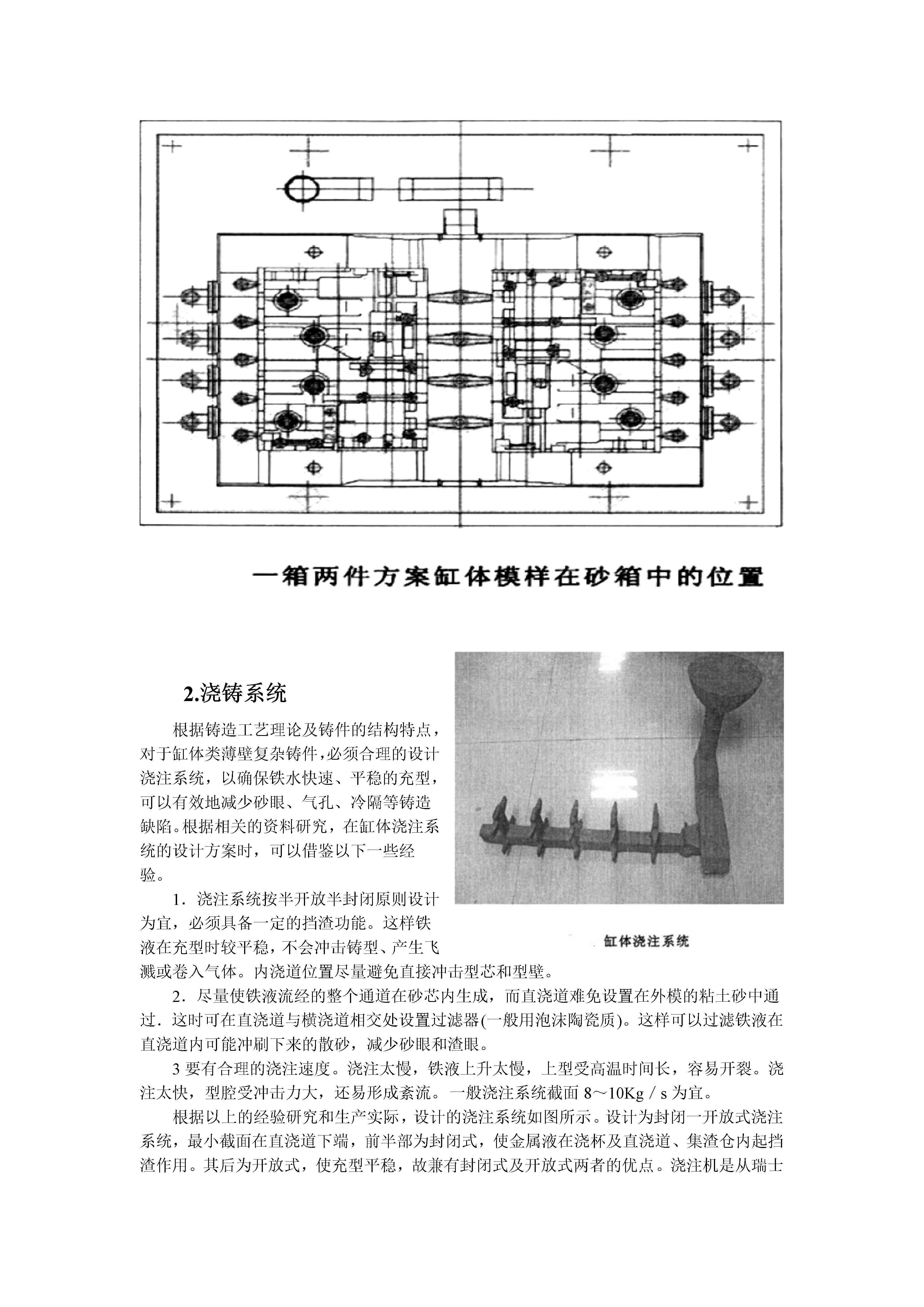
一、缸体材料车用发动机缸体缸盖的材质主要有灰铸铁,铝合金,蠕墨铸铁等。传统的发动机无论是缸体还是缸盖都是采用铸铁的,但是铸铁有着许多先天的不足,例如重量大、散热性差、摩擦系数高等等。所以,许多发动机厂商都在寻找更适合的材料制造发动机的构成部件,比如密度小的铝。铝的比重轻,单位体积的铝结构强度要小于铸铁,所以铝缸体通常体积反而大些。但铝容易和燃烧时产生的水发生化学作用,耐腐蚀性不及铸铁缸体,尤其对温度压强都更高的增压引擎更是如此。铸铁缸体和铝缸体各有其优缺点,所以所以高增压的引擎很多都采用铸铁缸体,小型车的

汽车缸体铸造工艺.doc
一、缸体材料车用发动机缸体缸盖的材质主要有灰铸铁,铝合金,蠕墨铸铁等。传统的发动机无论是缸体还是缸盖都是采用铸铁的,但是铸铁有着许多先天的不足,例如重量大、散热性差、摩擦系数高等等。所以,许多发动机厂商都在寻找更适合的材料制造发动机的构成部件,比如密度小的铝。铝的比重轻,单位体积的铝结构强度要小于铸铁,所以铝缸体通常体积反而大些。但铝容易和燃烧时产生的水发生化学作用,耐腐蚀性不及铸铁缸体,尤其对温度压强都更高的增压引擎更是如此。铸铁缸体和铝缸体各有其优缺点,所以所以高增压的引擎很多都采用铸铁缸体,小型车的

汽车缸体铸造工艺.doc
一、缸体材料车用发动机缸体缸盖的材质主要有灰铸铁,铝合金,蠕墨铸铁等。传统的发动机无论是缸体还是缸盖都是采用铸铁的,但是铸铁有着许多先天的不足,例如重量大、散热性差、摩擦系数高等等。所以,许多发动机厂商都在寻找更适合的材料制造发动机的构成部件,比如密度小的铝。铝的比重轻,单位体积的铝结构强度要小于铸铁,所以铝缸体通常体积反而大些。但铝容易和燃烧时产生的水发生化学作用,耐腐蚀性不及铸铁缸体,尤其对温度压强都更高的增压引擎更是如此。铸铁缸体和铝缸体各有其优缺点,所以所以高增压的引擎很多都采用铸铁缸体,小型车的

汽车缸体铸造工艺.doc
一、缸体材料车用发动机缸体缸盖的材质主要有灰铸铁,铝合金,蠕墨铸铁等。传统的发动机无论是缸体还是缸盖都是采用铸铁的,但是铸铁有着许多先天的不足,例如重量大、散热性差、摩擦系数高等等。所以,许多发动机厂商都在寻找更适合的材料制造发动机的构成部件,比如密度小的铝。铝的比重轻,单位体积的铝结构强度要小于铸铁,所以铝缸体通常体积反而大些。但铝容易和燃烧时产生的水发生化学作用,耐腐蚀性不及铸铁缸体,尤其对温度压强都更高的增压引擎更是如此。铸铁缸体和铝缸体各有其优缺点,所以所以高增压的引擎很多都采用铸铁缸体,小型车的

汽车缸体铸造工艺.docx
一、缸体材料车用发动机缸体缸盖的材质主要有灰铸铁,铝合金,蠕墨铸铁等。传统的发动机无论是缸体还是缸盖都是采用铸铁的,但是铸铁有着许多先天的不足,例如重量大、散热性差、摩擦系数高等等。所以,许多发动机厂商都在寻找更适合的材料制造发动机的构成部件,比如密度小的铝。铝的比重轻,单位体积的铝结构强度要小于铸铁,所以铝缸体通常体积反而大些。但铝容易和燃烧时产生的水发生化学作用,耐腐蚀性不及铸铁缸体,尤其对温度压强都更高的增压引擎更是如此。铸铁缸体和铝缸体各有其优缺点,所以所以高增压的引擎很多都采用铸铁缸体,小型车的