
电厂-钢厂锅炉设备及电弧喷图.doc

15****47

1/10
2/10
3/10
4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共61页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

电厂-钢厂锅炉设备及电弧喷图.doc
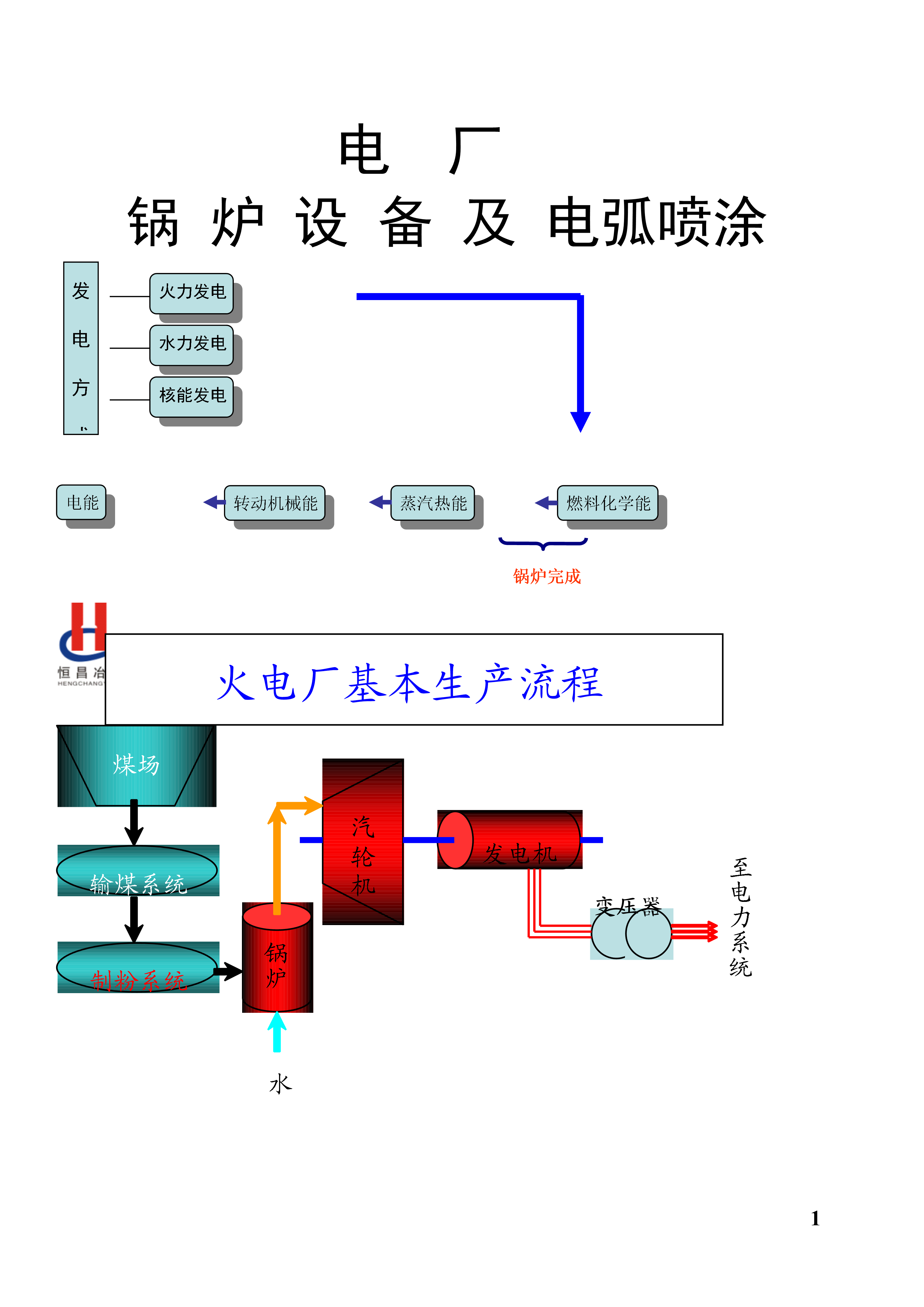
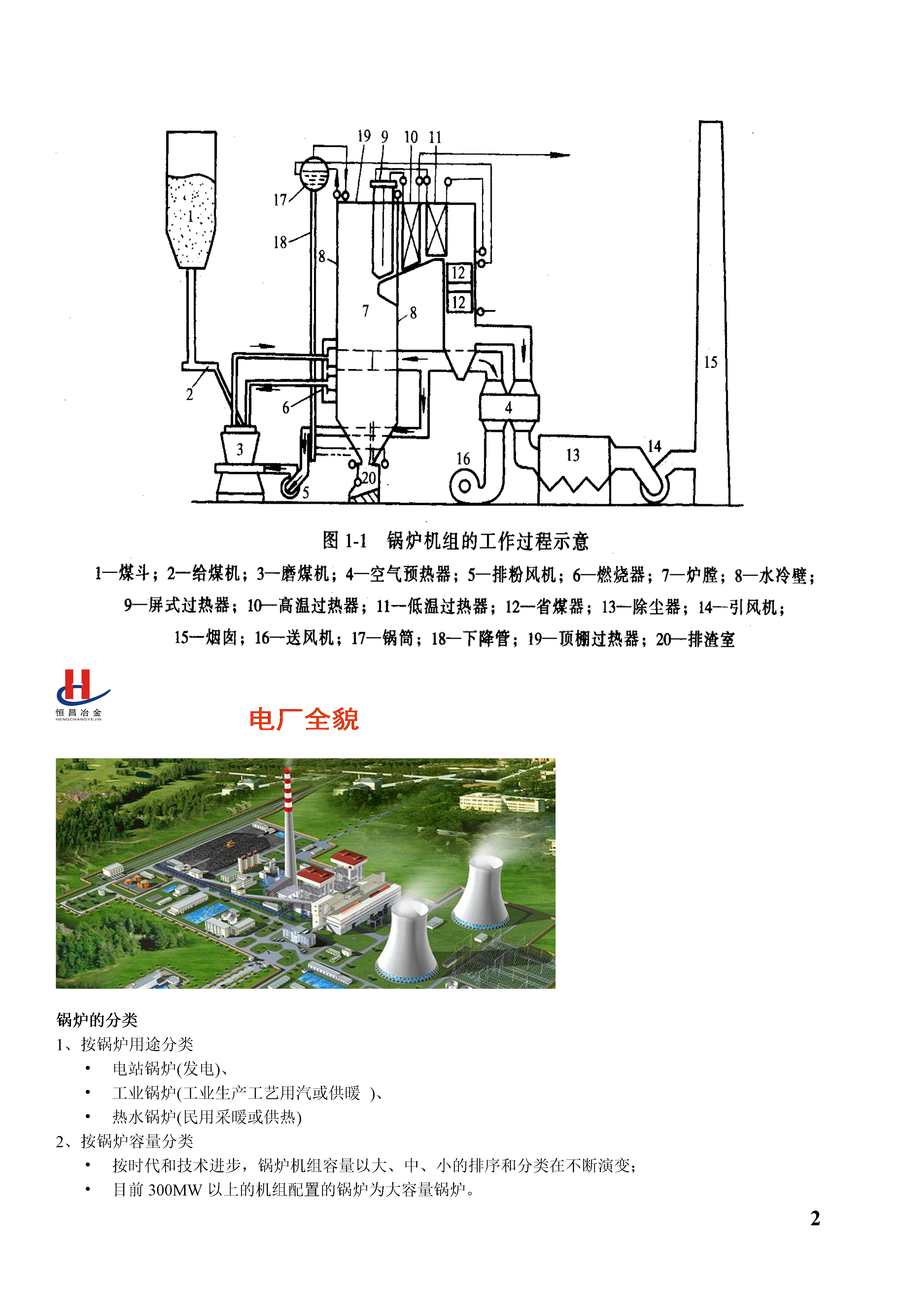
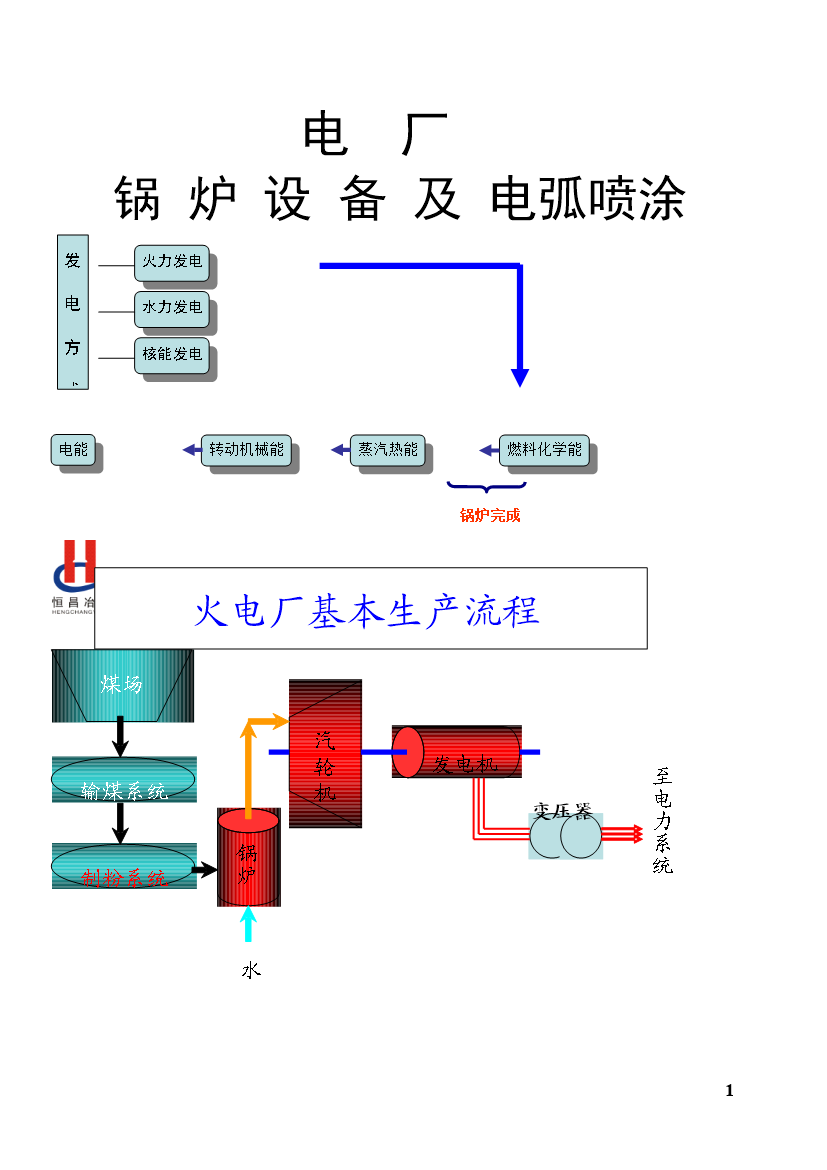
电厂锅炉设备及电弧喷涂火力发电水力发电核能发电发电方式燃料化学能蒸汽热能转动机械能电能锅炉完成火电厂基本生产流程煤场输煤系统锅炉汽轮机发电机制粉系统变压器至电力系统水锅炉的分类1、按锅炉用途分类电站锅炉(发电)、工业锅炉(工业生产工艺用汽或供暖)、热水锅炉(民用采暖或供热)2、按锅炉容量分类按时代和技术进步,锅炉机组容量以大、中、小的排序和分类在不断演变;目前300MW以上的机组配置的锅炉为大容量锅炉。3、按蒸汽压力分类低压(P<2.5MPa)中压(P3.9MPa)高压(P10.8M

电厂-钢厂锅炉设备及电弧喷图.doc
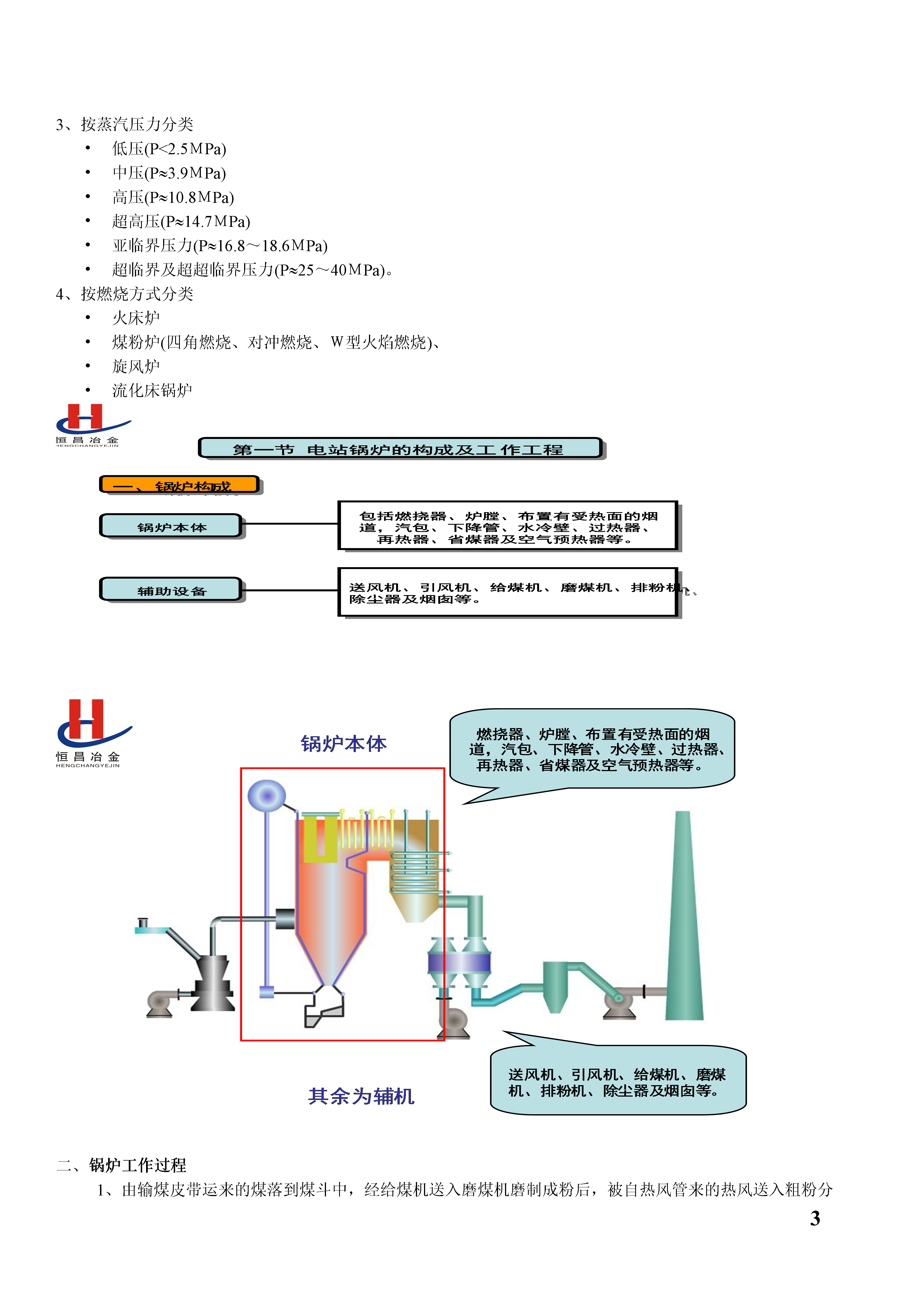
电厂锅炉设备及电弧喷涂火力发电水力发电核能发电发电方式燃料化学能蒸汽热能转动机械能电能锅炉完成火电厂基本生产流程煤场输煤系统锅炉汽轮机发电机制粉系统变压器至电力系统水锅炉的分类1、按锅炉用途分类电站锅炉(发电)、工业锅炉(工业生产工艺用汽或供暖)、热水锅炉(民用采暖或供热)2、按锅炉容量分类按时代和技术进步,锅炉机组容量以大、中、小的排序和分类在不断演变;目前300MW以上的机组配置的锅炉为大容量锅炉。3、按蒸汽压力分类低压(P<2.5MPa)中压(P»3.9MPa)高压(P»10.8MPa)超高压(P»
电厂-钢厂锅炉设备及电弧喷图.doc
电厂锅炉设备及电弧喷涂火力发电水力发电核能发电发电方式燃料化学能蒸汽热能转动机械能电能锅炉完成火电厂基本生产流程煤场输煤系统锅炉汽轮机发电机制粉系统变压器至电力系统水锅炉的分类1、按锅炉用途分类电站锅炉(发电)、工业锅炉(工业生产工艺用汽或供暖)、热水锅炉(民用采暖或供热)2、按锅炉容量分类按时代和技术进步,锅炉机组容量以大、中、小的排序和分类在不断演变;目前300MW以上的机组配置的锅炉为大容量锅炉。3、按蒸汽压力分类低压(P<2.5MPa)中压(P3.9MPa)高压(P10.8M
电厂-钢厂锅炉设备及电弧喷图.doc
61电厂锅炉设备及电弧喷涂火力发电水力发电核能发电发电方式燃料化学能蒸汽热能转动机械能电能锅炉完成火电厂基本生产流程煤场输煤系统锅炉汽轮机发电机制粉系统变压器至电力系统水锅炉的分类1、按锅炉用途分类电站锅炉(发电)、工业锅炉(工业生产工艺用汽或供暖)、热水锅炉(民用采暖或供热)2、按锅炉容量分类按时代和技术进步,锅炉机组容量以大、中、小的排序和分类在不断演变;目前300MW以上的机组配置的锅炉为大容量锅炉。3、按蒸汽压力分类低压(P<2.5MPa)中压(P3.9MPa)高压(P10.8MPa)超高压(

电厂锅炉高炉煤气喷燃器的改造.docx
电厂锅炉高炉煤气喷燃器的改造电厂锅炉高炉煤气喷燃器的改造摘要:随着能源需求的不断增长,环境保护意识的提高,电厂锅炉高炉煤气喷燃器的改造成为了一个热门的话题。本文将探讨电厂锅炉高炉煤气喷燃器的改造的必要性,改造的方法和技术,以及改造后的效果和意义。一、引言随着工业化的快速发展,能源需求的不断增长,电厂锅炉高炉煤气喷燃器的改造成为了必然的趋势。传统的燃烧方式不仅污染环境,还浪费能源。因此,对电厂锅炉高炉煤气喷燃器进行改造,提高其燃烧效率和环保性成为了一项迫切的任务。二、改造的必要性1.提高能源利用率:电厂锅炉