
汽车车门内板冲压成形工艺分析.docx

胜利****实阿

1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车车门内板冲压成形工艺分析.docx
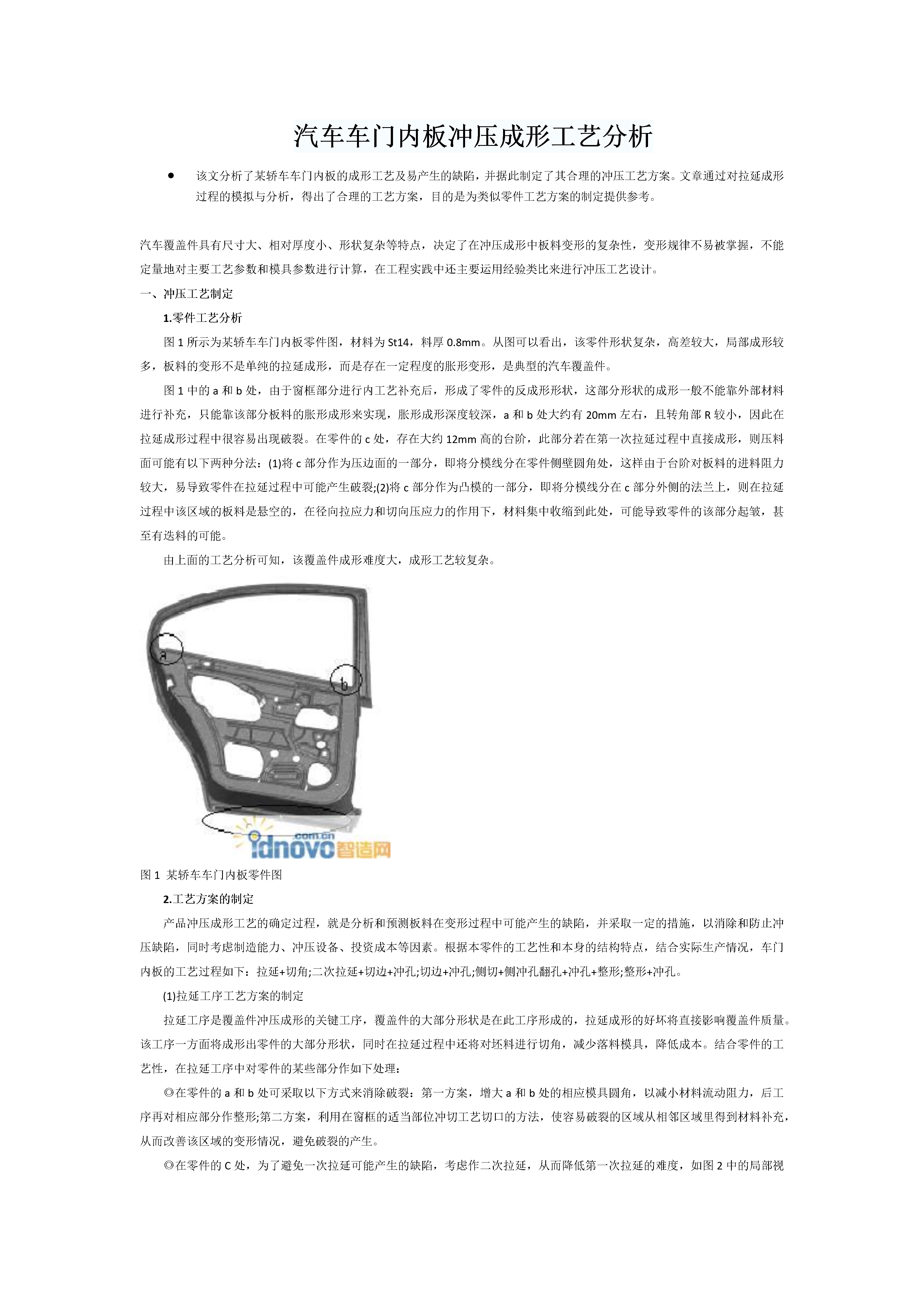
汽车车门内板冲压成形工艺分析该文分析了某轿车车门内板的成形工艺及易产生的缺陷,并据此制定了其合理的冲压工艺方案。文章通过对拉延成形过程的模拟与分析,得出了合理的工艺方案,目的是为类似零件工艺方案的制定提供参考。汽车覆盖件具有尺寸大、相对厚度小、形状复杂等特点,决定了在冲压成形中板料变形的复杂性,变形规律不易被掌握,不能定量地对主要工艺参数和模具参数进行计算,在工程实践中还主要运用经验类比来进行冲压工艺设计。一、冲压工艺制定1.零件工艺分析图1所示为某轿车车门内板零件图,材料为St14,料厚0.8mm。从图

汽车车门内板冲压成形工艺分析.docx
汽车车门内板冲压成形工艺分析该文分析了某轿车车门内板的成形工艺及易产生的缺陷,并据此制定了其合理的冲压工艺方案。文章通过对拉延成形过程的模拟与分析,得出了合理的工艺方案,目的是为类似零件工艺方案的制定提供参考。汽车覆盖件具有尺寸大、相对厚度小、形状复杂等特点,决定了在冲压成形中板料变形的复杂性,变形规律不易被掌握,不能定量地对主要工艺参数和模具参数进行计算,在工程实践中还主要运用经验类比来进行冲压工艺设计。一、冲压工艺制定1.零件工艺分析图1所示为某轿车车门内板零件图,材料为St14,料厚0.8mm。从图

汽车车门内板冲压成形工艺分析.docx
汽车车门内板冲压成形工艺分析该文分析了某轿车车门内板的成形工艺及易产生的缺陷,并据此制定了其合理的冲压工艺方案。文章通过对拉延成形过程的模拟与分析,得出了合理的工艺方案,目的是为类似零件工艺方案的制定提供参考。汽车覆盖件具有尺寸大、相对厚度小、形状复杂等特点,决定了在冲压成形中板料变形的复杂性,变形规律不易被掌握,不能定量地对主要工艺参数和模具参数进行计算,在工程实践中还主要运用经验类比来进行冲压工艺设计。一、冲压工艺制定1.零件工艺分析图1所示为某轿车车门内板零件图,材料为St14,料厚0.8mm。从图

汽车车门内板冲压成形工艺分析教学文案.docx
汽车车门内板冲压成形工艺分析该文分析了某轿车车门内板的成形工艺及易产生的缺陷,并据此制定了其合理的冲压工艺方案。文章通过对拉延成形过程的模拟与分析,得出了合理的工艺方案,目的是为类似零件工艺方案的制定提供参考。汽车覆盖件具有尺寸大、相对厚度小、形状复杂等特点,决定了在冲压成形中板料变形的复杂性,变形规律不易被掌握,不能定量地对主要工艺参数和模具参数进行计算,在工程实践中还主要运用经验类比来进行冲压工艺设计。一、冲压工艺制定1.零件工艺分析图1所示为某轿车车门内板零件图,材料为St14,料厚0.8mm。从图
汽车尾门内板成形工艺.pdf
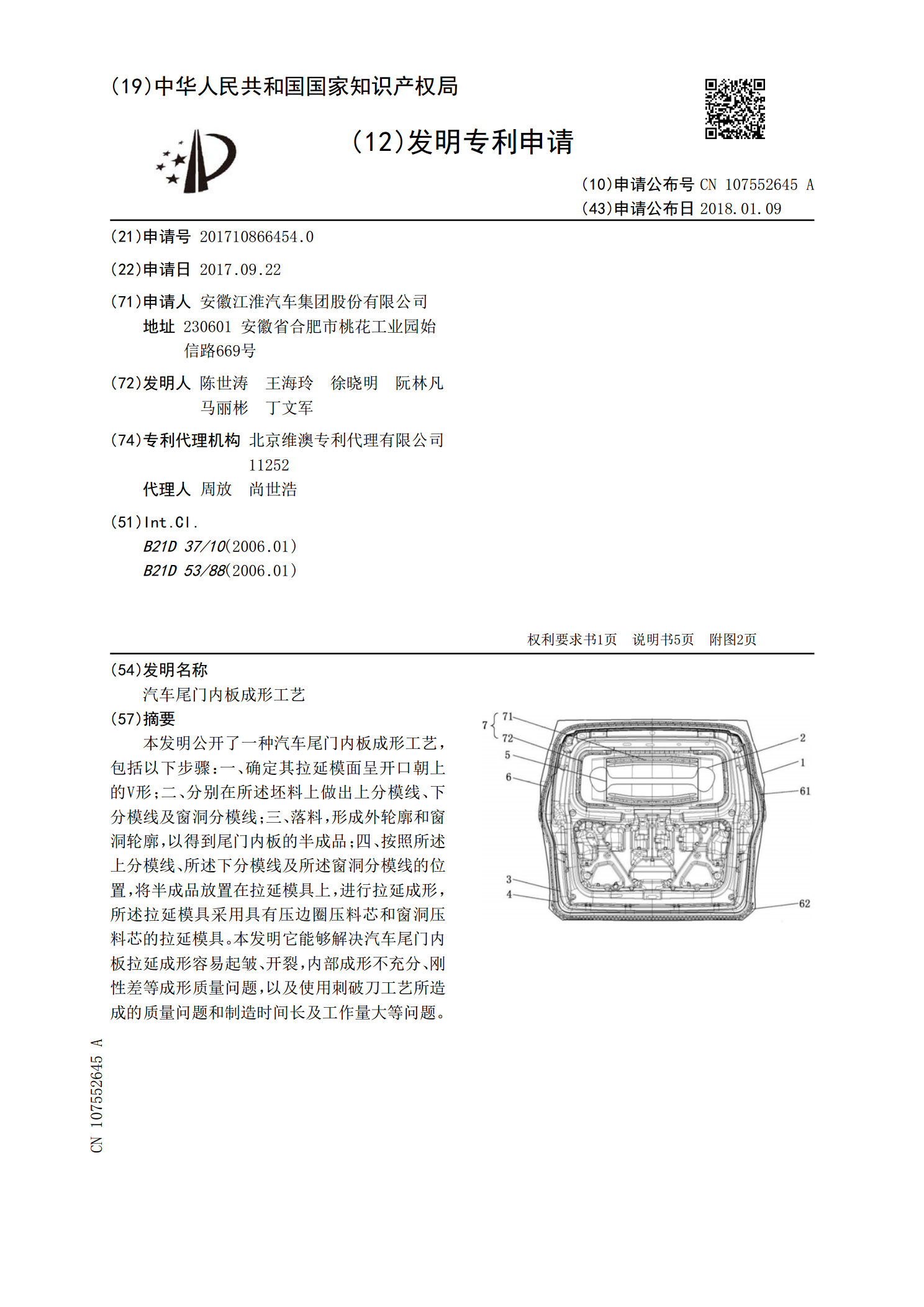
本发明公开了一种汽车尾门内板成形工艺,包括以下步骤:一、确定其拉延模面呈开口朝上的V形;二、分别在所述坯料上做出上分模线、下分模线及窗洞分模线;三、落料,形成外轮廓和窗洞轮廓,以得到尾门内板的半成品;四、按照所述上分模线、所述下分模线及所述窗洞分模线的位置,将半成品放置在拉延模具上,进行拉延成形,所述拉延模具采用具有压边圈压料芯和窗洞压料芯的拉延模具。本发明它能够解决汽车尾门内板拉延成形容易起皱、开裂,内部成形不充分、刚性差等成形质量问题,以及使用刺破刀工艺所造成的质量问题和制造时间长及工作量大等问题。