
设备联网信息采集与分析.doc

胜利****实阿


1/8

2/8

3/8
4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

设备联网信息采集与分析.doc
哑设备改造项目哑设备改造的必要性当前,集团公司企业存在经营管理相对粗放、设备利用率低、生产成本高,企业间互连互通不够,不同企业存在不同程度的“哑岗位、哑设备、哑企业”等问题,带来集团的资源能力未充分发挥整体优势和潜能,各单位忙闲不均。因此为进一步提升集团公司信息交换、资源设备感知的水平,必须消除底层设备的信息孤岛,实现设备改造联网,有效解决“哑设备”工作离线状态问题,通过数字化、网络化技术手段,使设备能够被感知,被管控,统筹发挥集团整体资源优势,在线实现集团内部资源共享和能力协同。通过哑设备改造,初步达到

设备联网信息采集与分析.doc
哑设备改造项目哑设备改造的必要性当前,集团公司企业存在经营管理相对粗放、设备利用率低、生产成本高,企业间互连互通不够,不同企业存在不同程度的“哑岗位、哑设备、哑企业”等问题,带来集团的资源能力未充分发挥整体优势和潜能,各单位忙闲不均。因此为进一步提升集团公司信息交换、资源设备感知的水平,必须消除底层设备的信息孤岛,实现设备改造联网,有效解决“哑设备”工作离线状态问题,通过数字化、网络化技术手段,使设备能够被感知,被管控,统筹发挥集团整体资源优势,在线实现集团内部资源共享和能力协同。通过哑设备改造,初步达到
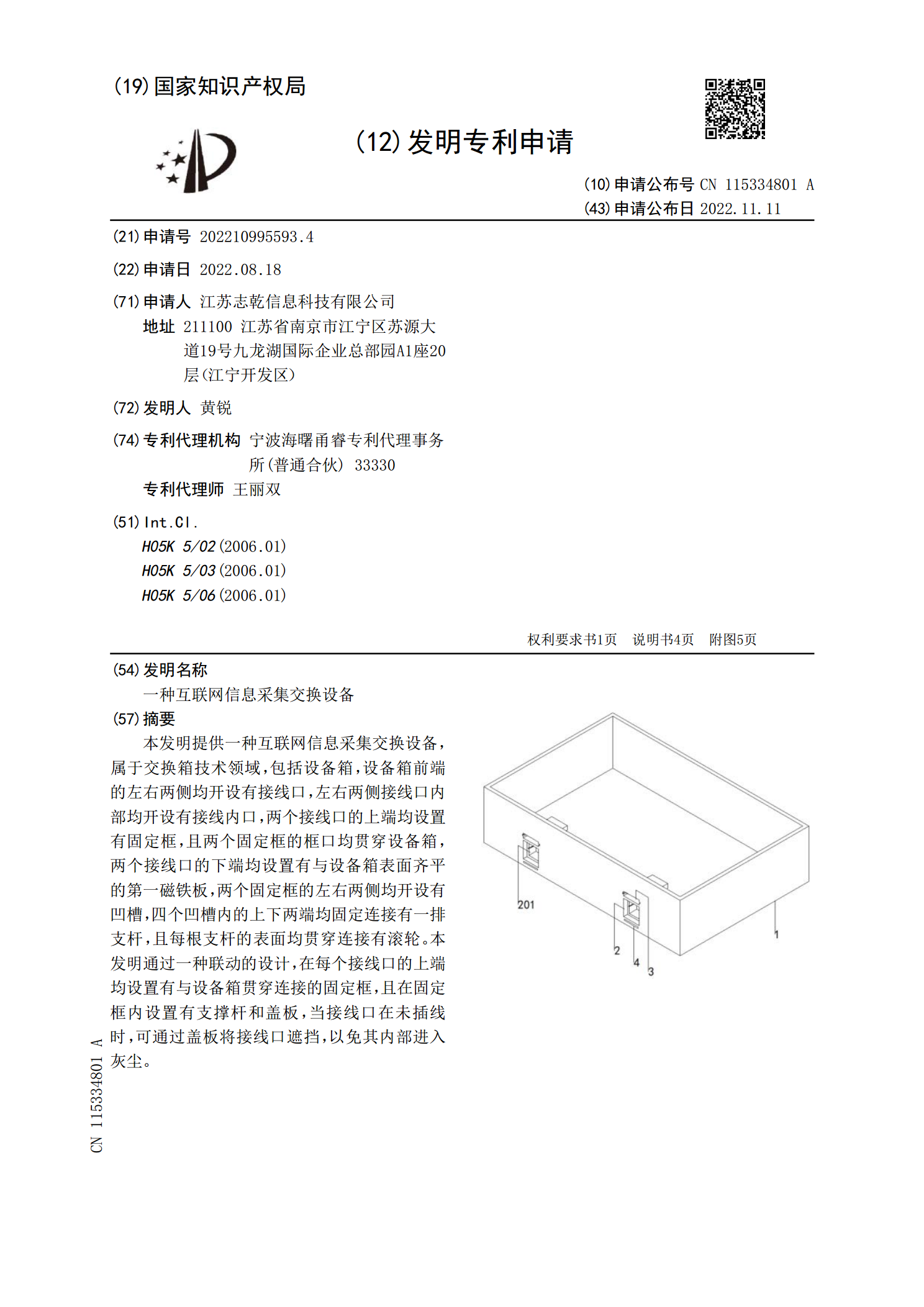
一种互联网信息采集交换设备.pdf
本发明提供一种互联网信息采集交换设备,属于交换箱技术领域,包括设备箱,设备箱前端的左右两侧均开设有接线口,左右两侧接线口内部均开设有接线内口,两个接线口的上端均设置有固定框,且两个固定框的框口均贯穿设备箱,两个接线口的下端均设置有与设备箱表面齐平的第一磁铁板,两个固定框的左右两侧均开设有凹槽,四个凹槽内的上下两端均固定连接有一排支杆,且每根支杆的表面均贯穿连接有滚轮。本发明通过一种联动的设计,在每个接线口的上端均设置有与设备箱贯穿连接的固定框,且在固定框内设置有支撑杆和盖板,当接线口在未插线时,可通过盖板
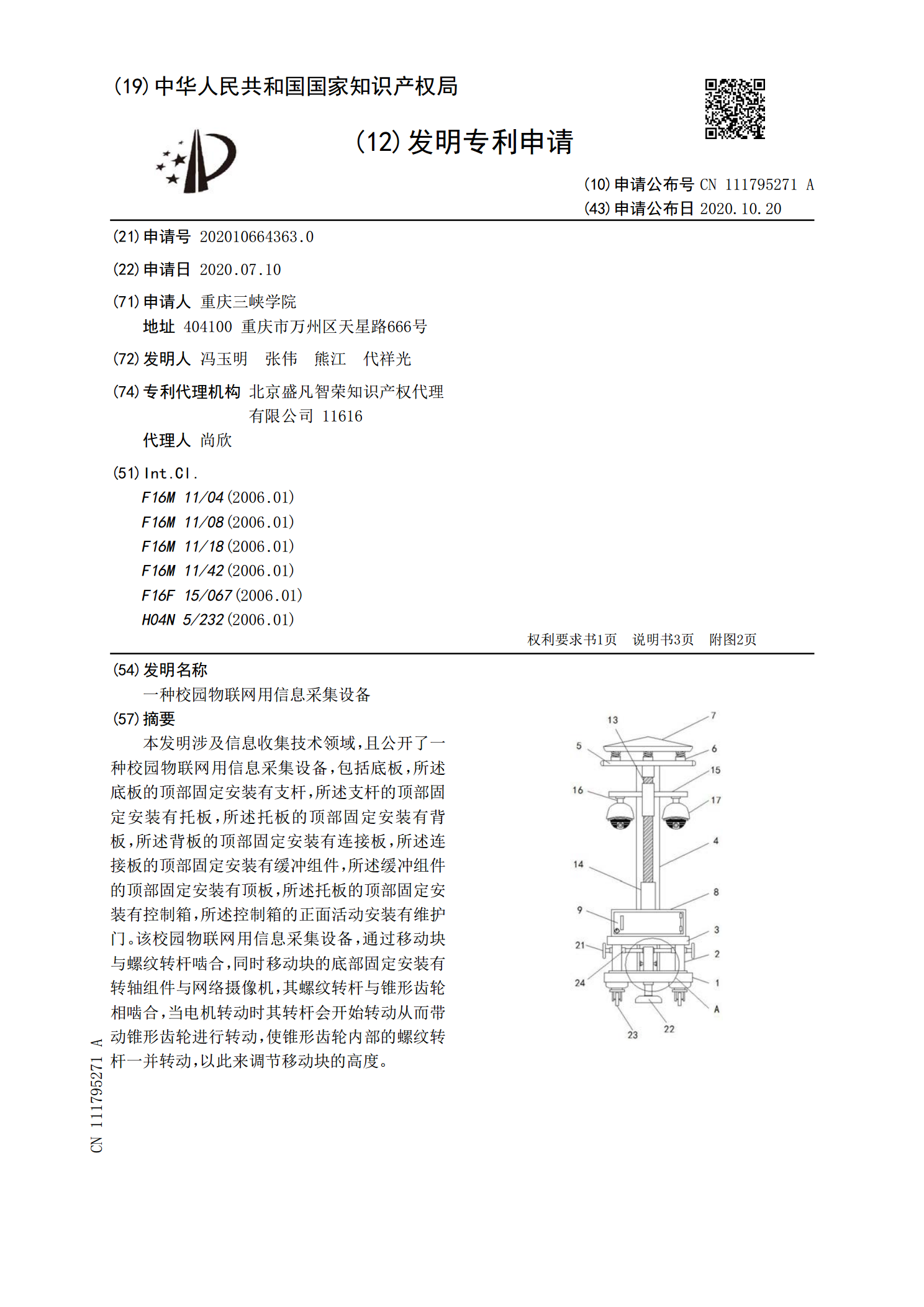
一种校园物联网用信息采集设备.pdf
本发明涉及信息收集技术领域,且公开了一种校园物联网用信息采集设备,包括底板,所述底板的顶部固定安装有支杆,所述支杆的顶部固定安装有托板,所述托板的顶部固定安装有背板,所述背板的顶部固定安装有连接板,所述连接板的顶部固定安装有缓冲组件,所述缓冲组件的顶部固定安装有顶板,所述托板的顶部固定安装有控制箱,所述控制箱的正面活动安装有维护门。该校园物联网用信息采集设备,通过移动块与螺纹转杆啮合,同时移动块的底部固定安装有转轴组件与网络摄像机,其螺纹转杆与锥形齿轮相啮合,当电机转动时其转杆会开始转动从而带动锥形齿轮进
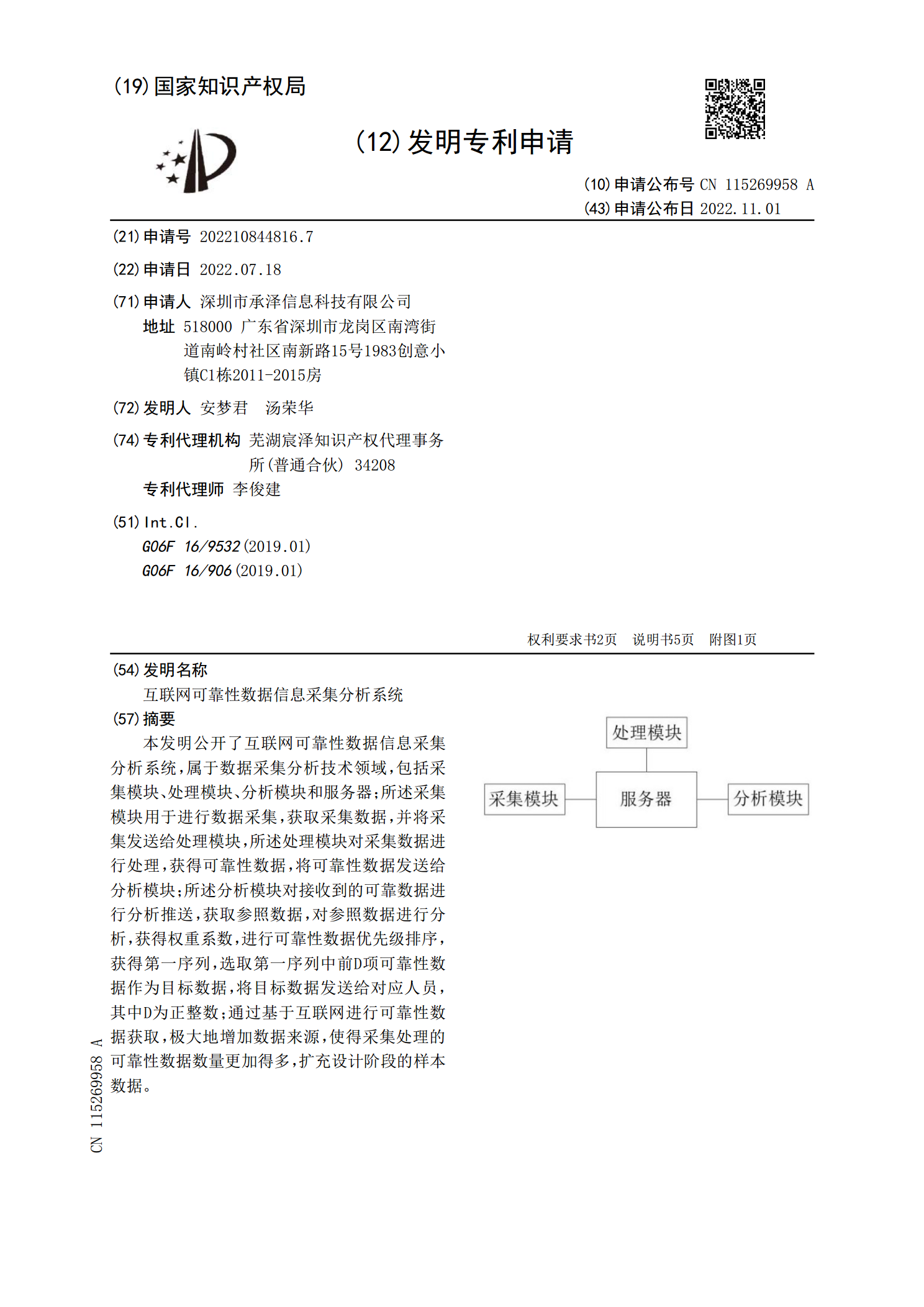
互联网可靠性数据信息采集分析系统.pdf
本发明公开了互联网可靠性数据信息采集分析系统,属于数据采集分析技术领域,包括采集模块、处理模块、分析模块和服务器;所述采集模块用于进行数据采集,获取采集数据,并将采集发送给处理模块,所述处理模块对采集数据进行处理,获得可靠性数据,将可靠性数据发送给分析模块;所述分析模块对接收到的可靠数据进行分析推送,获取参照数据,对参照数据进行分析,获得权重系数,进行可靠性数据优先级排序,获得第一序列,选取第一序列中前D项可靠性数据作为目标数据,将目标数据发送给对应人员,其中D为正整数;通过基于互联网进行可靠性数据获取,