
静力压桩.docx

甲申****66


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

静力压桩.docx
静力压桩施工1、测量放线、桩定位根据建设单位提供的控制、水准点建立测量控制网,并在施工现场打桩影响范围外设置座标和高程控制点,并经规划、设计、监理等相关单位复核无误确认后方可投入使用。(1)首选通过对本工程总平面图和设计图纸的学习,了解工程总体布局、工程特点和设计意图。并了解工程所在地区的红线点位置及坐标、周围环境、现场地形等情况。(2)熟悉和了解地面建筑物的布局、定位依据、定位条件及建筑物的主要轴线等。(3)将招标单位提供的水准点高程、坐标进行复测无误后,及时办理签证移交手续。(4)在熟悉和掌握全部桩基
静力压桩.docx
静力压桩施工1、测量放线、桩定位根据建设单位提供的控制、水准点建立测量控制网,并在施工现场打桩影响范围外设置座标和高程控制点,并经规划、设计、监理等相关单位复核无误确认后方可投入使用。(1)首选通过对本工程总平面图和设计图纸的学习,了解工程总体布局、工程特点和设计意图。并了解工程所在地区的红线点位置及坐标、周围环境、现场地形等情况。(2)熟悉和了解地面建筑物的布局、定位依据、定位条件及建筑物的主要轴线等。(3)将招标单位提供的水准点高程、坐标进行复测无误后,及时办理签证移交手续。(4)在熟悉和掌握全部桩基

010401静力压桩.doc
静力压桩工程检验批质量验收记录表GB50202-2002010401单位(子单位)工程名称分部(子分部)工程名称验收部位施工单位项目经理分包单位分包项目经理施工执行标准名称及编号施工质量验收规范的规定施工单位检查评定记录监理(建设)单位验收记录主控项目1桩体质量检验按基桩检测技术规范2桩位偏差见本规范表5.1.33承载力按基桩检测技术规范一般项目1成品桩质量:外观外形尺寸强度表面平整,颜色均匀,掉角深度<10mm,蜂窝面积小于总面积0.5%见本规范表5.4.5满足设计要求2硫磺胶泥质量(半成品)设计要求3

锚杆静力压桩及静力压桩检验批质量验收记录.docx
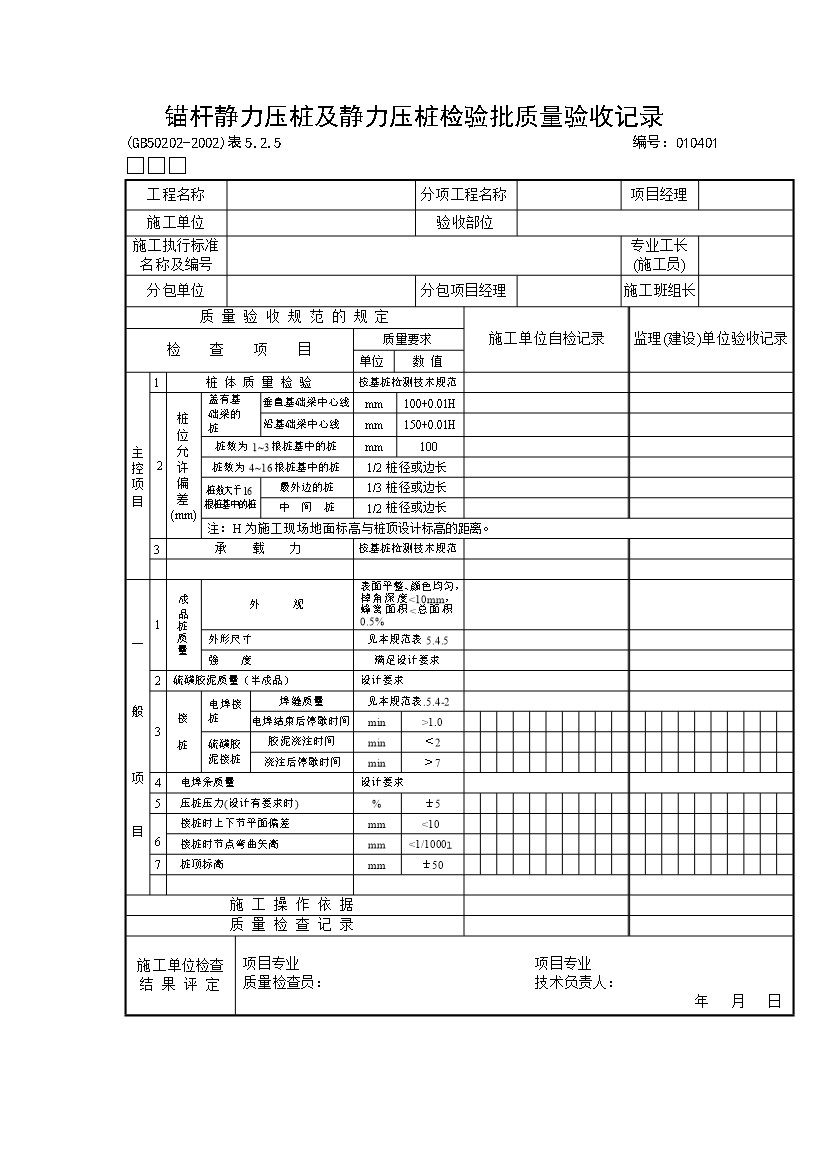
编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:锚杆静力压桩及静力压桩检验批质量验收记录(GB50202-2002)表5.2.5编号:010401□□□工程名称分项工程名称项目经理施工单位验收部位施工执行标准名称及编号专业工长(施工员)分包单位分包项目经理施工班组长质量验收规范的规定施工单位自检记录监理(建设)单位验收记录检查项目质量要求单位数值主控项目1桩体质量检验按基桩检测技术规范2桩位允许偏差(mm)盖有基础梁的桩垂直基础梁中心线mm100+0.01H沿基础梁中心线mm
锚杆静力压桩及静力压桩检验批质量验收记录.doc
锚杆静力压桩及静力压桩检验批质量验收记录(GB50202-2002)表5.2.5编号:010401□□□工程名称分项工程名称项目经理施工单位验收部位施工执行标准名称及编号专业工长(施工员)分包单位分包项目经理施工班组长质量验收规范的规定施工单位自检记录监理(建设)单位验收记录检查项目质量要求单位数值主控项目1桩体质量检验按基桩检测技术规范2桩位允许偏差(mm)