
机械加工工艺规程制订以前.ppt

胜利****实阿

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

机械加工工艺规程制订以前.ppt
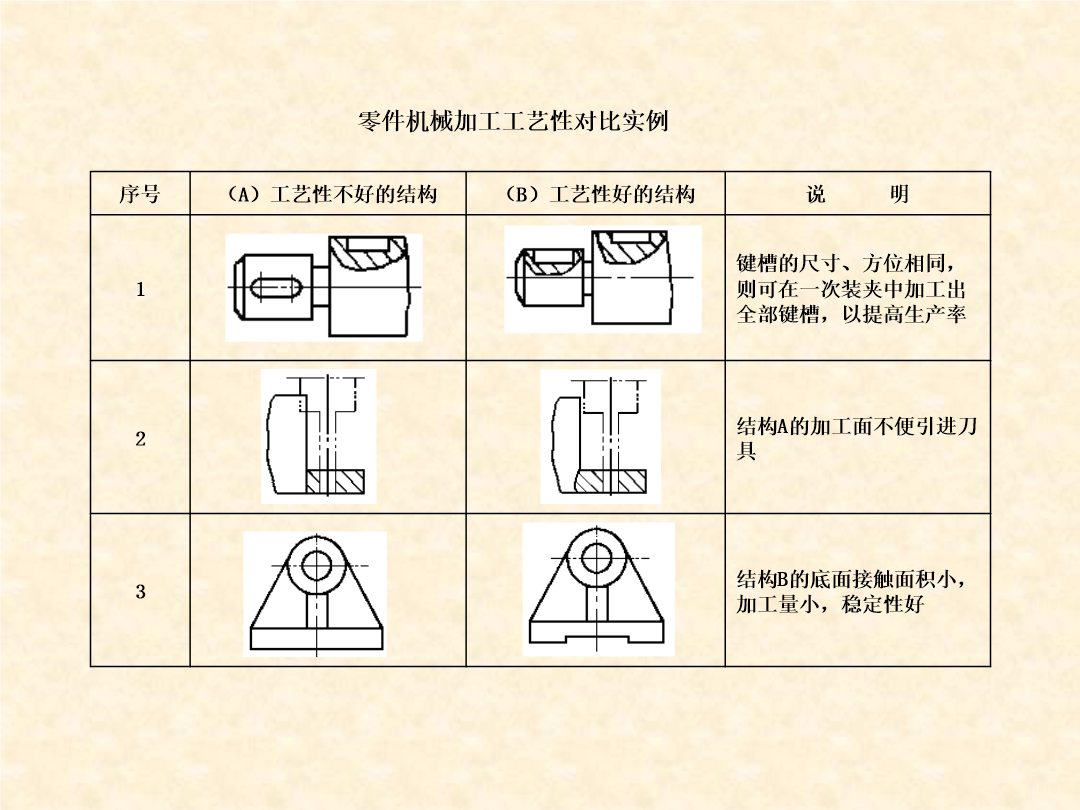
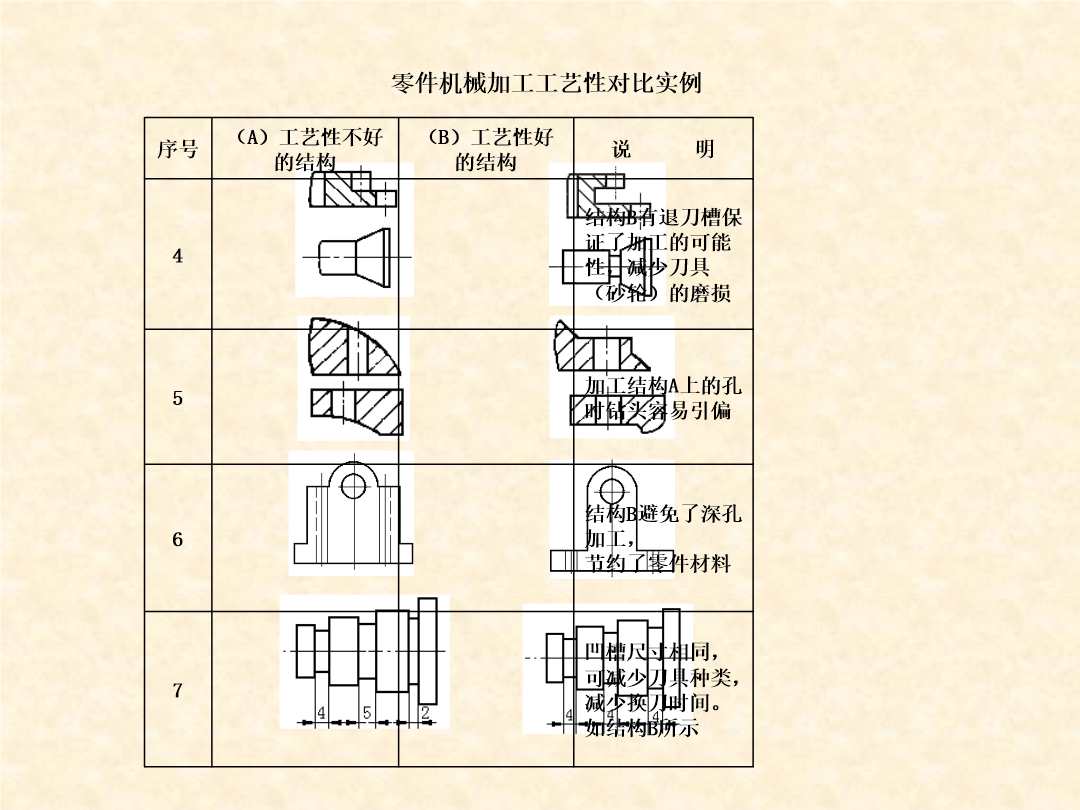
课题二机械加工工艺规程编制的准备工作图4-1为某动力装置阶梯轴加工简图,45钢,数量50件,试分析其生产类型、工艺特征和制订加工艺规程的步骤,并说明选用何种毛坯?在零件的加工前,应先分析结构特点和加工精度,基本确定各表面加工方法;然后根据其生产类型,考虑毛坯的制造方法、选用机床设备和工艺装备等,制订加工工艺规程;最后后实施加工。机械加工工艺规程制订以前,必须做好作相关资料的收集,认真分析零件图及其加工精度及技术要求,熟悉产品的验收标准及生产生产纲领,结合现场生产条件,全面了解加工设备和工艺装备的规格和技术

机械加工工艺规程的制订.ppt
7.3机械加工工艺规程的制订7.3.1机械加工工艺规程的作用(1)指导生产的重要技术文件(2)组织生产、安排管理工作的重要依据(3)设计或改(扩)建工厂的主要依据(4)工艺规程有助于技术交流和推广先进经验7.3.2制定工艺规程的原则、原始资料及步骤(1)制订工艺规程的原则在一定的生产条件下,应以最少的劳动量和最低的成本,在规定的时间内,可靠地加工出符合图样及技术要求的零件。制定工艺规程应注意以下问题:1)技术上的先进性2)经济上的合理性3)具有良好的劳动条件(2)制订工艺规程的原始资料1)产品的全套装配图
机械加工工艺规程的制订.pptx
第三章机械加工工艺规程(guīchéng)制订第一节概述1)生产(shēngchǎn)全部零部件、组装机器。工艺过程可根据其具体工作内容分为铸造、锻造、冲压、焊接(hànjiē)、机械加工、热处理、表面处理、装配等不同的工艺过程。机械加工工艺过程是指用机械加工方法(主要是切削加工方法)逐步改变毛坯的形态(形状、尺寸以及表面质量),使其成为合格零件(línɡjiàn)所进行的全部过程。它一般由工序、工步、走刀等不同层次的单元所组成。零件的年生产纲领按下列公式计算:N=Qn(1+a)(1+b)(3-1)式中N

机械加工工艺规程的制订.ppt
2024/11/4生产过程基本概念工艺规程的概念与作用工艺规程的格式(JB/Z187.3-88)几种工艺文件出现的场合及使用范围YJ190液压剪整体结构动画演示YJ190液压剪工作原理动画演示举例:活塞刀杆零件的结构特点分析机械加工工艺过程的组成生产纲领和生产类型生产类型和生产纲领等的关系各种生产类型的工艺特征各种生产类型的工艺特征制定工艺规程的基本步骤分析原始资料确定原始毛坯拟定工艺方案(核心内容)选择定位基准精基准的选择消除基准不重合误差确定各表面的加工方法外圆柱面加工方法外圆柱面加工方法确定工序的集

制订机械加工工艺规程实例.pptx
第六节制订机械加工工艺规程实例第六节制订机械加工工艺规程实例第六节制订机械加工工艺规程实例第六节制订机械加工工艺规程实例第六节制订机械加工工艺规程实例第六节制订机械加工工艺规程实例第六节制订机械加工工艺规程实例第六节制订机械加工工艺规程实例第六节制订机械加工工艺规程实例第六节制订机械加工工艺规程实例第六节制订机械加工工艺规程实例第六节制订机械加工工艺规程实例第六节制订机械加工工艺规程实例第六节制订机械加工工艺规程实例第六节