
铸件常见缺陷和处理.doc

胜利****实阿


1/10
2/10

3/10

4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铸件常见缺陷和处理.doc
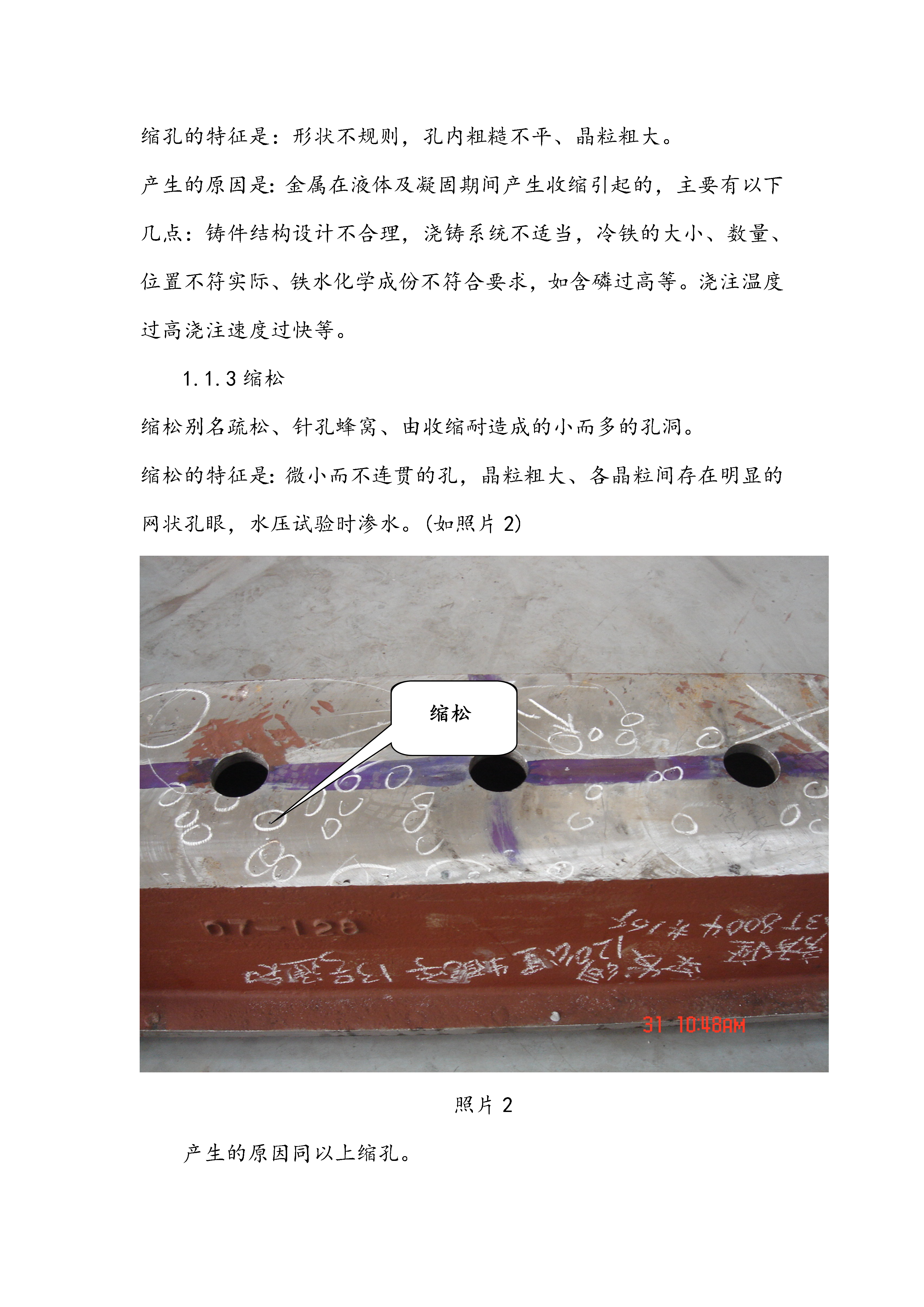
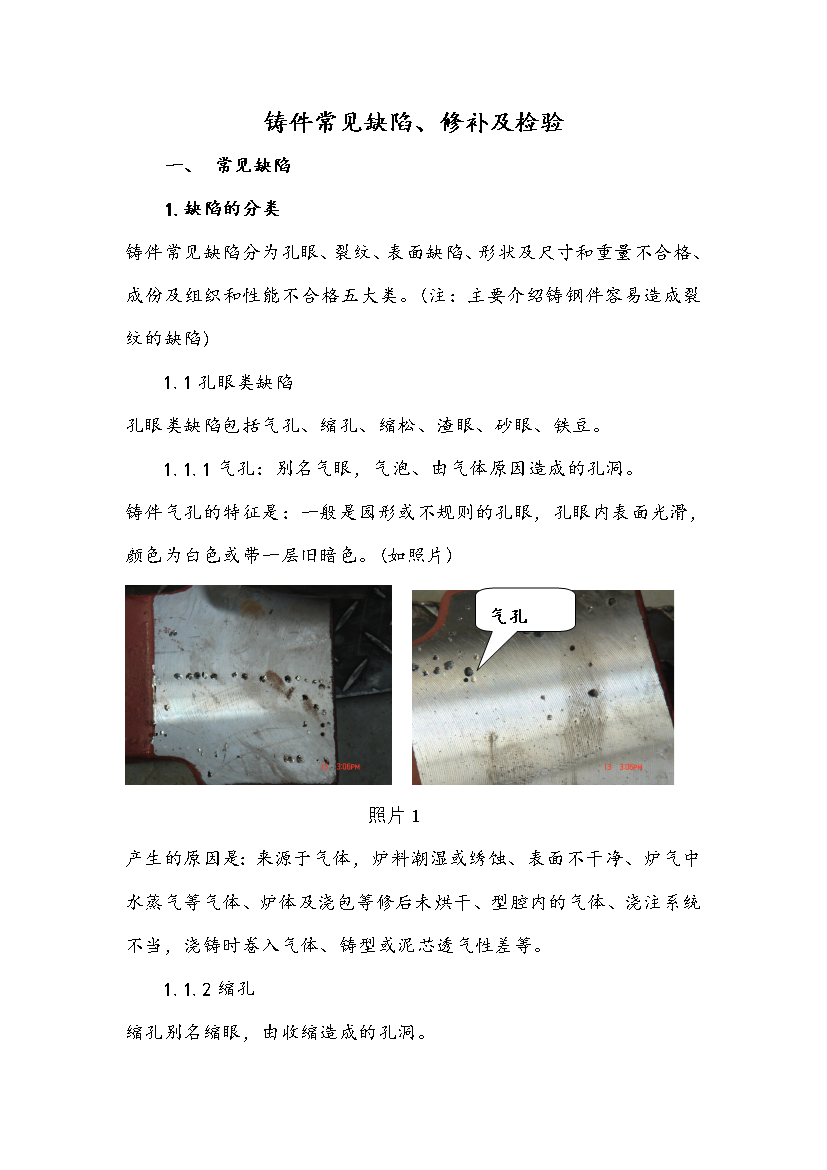
铸件常见缺陷、修补及检验常见缺陷1.缺陷的分类铸件常见缺陷分为孔眼、裂纹、表面缺陷、形状及尺寸和重量不合格、成份及组织和性能不合格五大类。(注:主要介绍铸钢件容易造成裂纹的缺陷)1.1孔眼类缺陷孔眼类缺陷包括气孔、缩孔、缩松、渣眼、砂眼、铁豆。1.1.1气孔:别名气眼,气泡、由气体原因造成的孔洞。铸件气孔的特征是:一般是园形或不规则的孔眼,孔眼内表面光滑,颜色为白色或带一层旧暗色。(如照片)气孔照片1产生的原因是:来源于气体,炉料潮湿或绣蚀、表面不干净、炉气中水蒸气等气体、炉体及浇包等修后未烘干、型腔内的

铸件常见缺陷和处理.doc
铸件常见缺陷、修补及检验常见缺陷1.缺陷的分类铸件常见缺陷分为孔眼、裂纹、表面缺陷、形状及尺寸和重量不合格、成份及组织和性能不合格五大类。(注:主要介绍铸钢件容易造成裂纹的缺陷)1.1孔眼类缺陷孔眼类缺陷包括气孔、缩孔、缩松、渣眼、砂眼、铁豆。1.1.1气孔:别名气眼,气泡、由气体原因造成的孔洞。铸件气孔的特征是:一般是园形或不规则的孔眼,孔眼内表面光滑,颜色为白色或带一层旧暗色。(如照片)气孔照片1产生的原因是:来源于气体,炉料潮湿或绣蚀、表面不干净、炉气中水蒸气等气体、炉体及浇包等修后未烘干、型腔内的

铸件常见缺陷的产生原因-防止铸件常见缺陷的方法.docx
铸件常见缺陷的产生原因-防止铸件常见缺陷的方法铸件常见缺陷的产生原因-防止铸件常见缺陷的方法铸造工艺过程复杂,影响铸件质量的因素很多,往往由于原材料控制不严,工艺方案不合理,生产操作不当,管理制度不完善等原因,会使铸件产生各种铸造缺陷。下面,小编为大家讲讲铸件常见缺陷的产生原因以及防止铸件常见缺陷的方法,希望对大家有所帮助!缩孔(缩松)特征:缩孔是铸件表面或内部存在的一种表面粗糙的孔,轻微缩孔是许多分散的小缩孔,即缩松,缩孔或缩松处晶粒粗大。常发生在铸件内浇道附近、冒口根部、厚大部位,壁的厚薄转接处及具有

铸件常见缺陷的产生原因-防止铸件常见缺陷的方法.docx
铸件常见缺陷的产生原因-防止铸件常见缺陷的方法铸造工艺过程复杂,影响铸件质量的因素很多,往往由于原材料控制不严,工艺方案不合理,生产操作不当,管理制度不完善等原因,会使铸件产生各种铸造缺陷。下面,小编为大家讲讲铸件常见缺陷的产生原因以及防止铸件常见缺陷的方法,希望对大家有所帮助!缩孔(缩松)特征:缩孔是铸件表面或内部存在的一种表面粗糙的孔,轻微缩孔是许多分散的小缩孔,即缩松,缩孔或缩松处晶粒粗大。常发生在铸件内浇道附近、冒口根部、厚大部位,壁的厚薄转接处及具有大平面的厚薄处。形成原因:1、模具工作温度控制

铸件常见缺陷的产生原因-防止铸件常见缺陷的方法.docx
铸件常见缺陷的产生原因-防止铸件常见缺陷的方法铸件常见缺陷的产生原因-防止铸件常见缺陷的方法铸造工艺过程复杂,影响铸件质量的因素很多,往往由于原材料控制不严,工艺方案不合理,生产操作不当,管理制度不完善等原因,会使铸件产生各种铸造缺陷。下面,小编为大家讲讲铸件常见缺陷的产生原因以及防止铸件常见缺陷的方法,希望对大家有所帮助!缩孔(缩松)特征:缩孔是铸件表面或内部存在的一种表面粗糙的孔,轻微缩孔是许多分散的小缩孔,即缩松,缩孔或缩松处晶粒粗大。常发生在铸件内浇道附近、冒口根部、厚大部位,壁的厚薄转接处及具有