
汽车制造工艺—焊接...ppt

胜利****实阿

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

汽车制造工艺—焊接...ppt
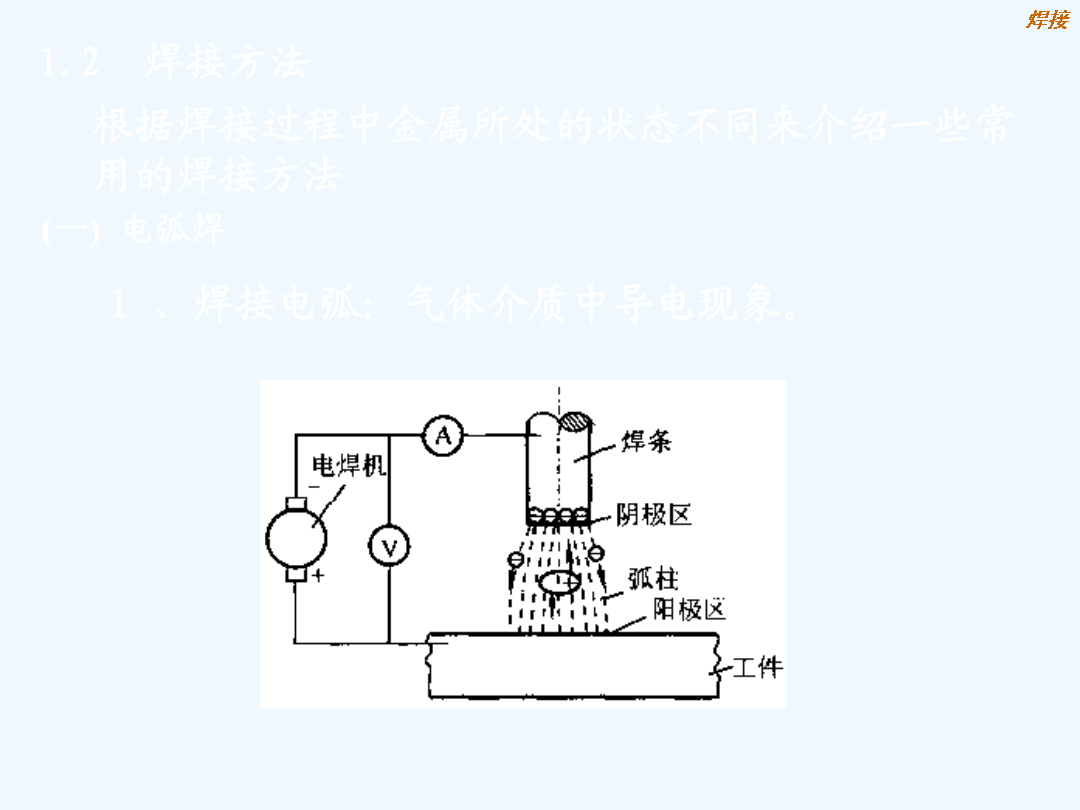
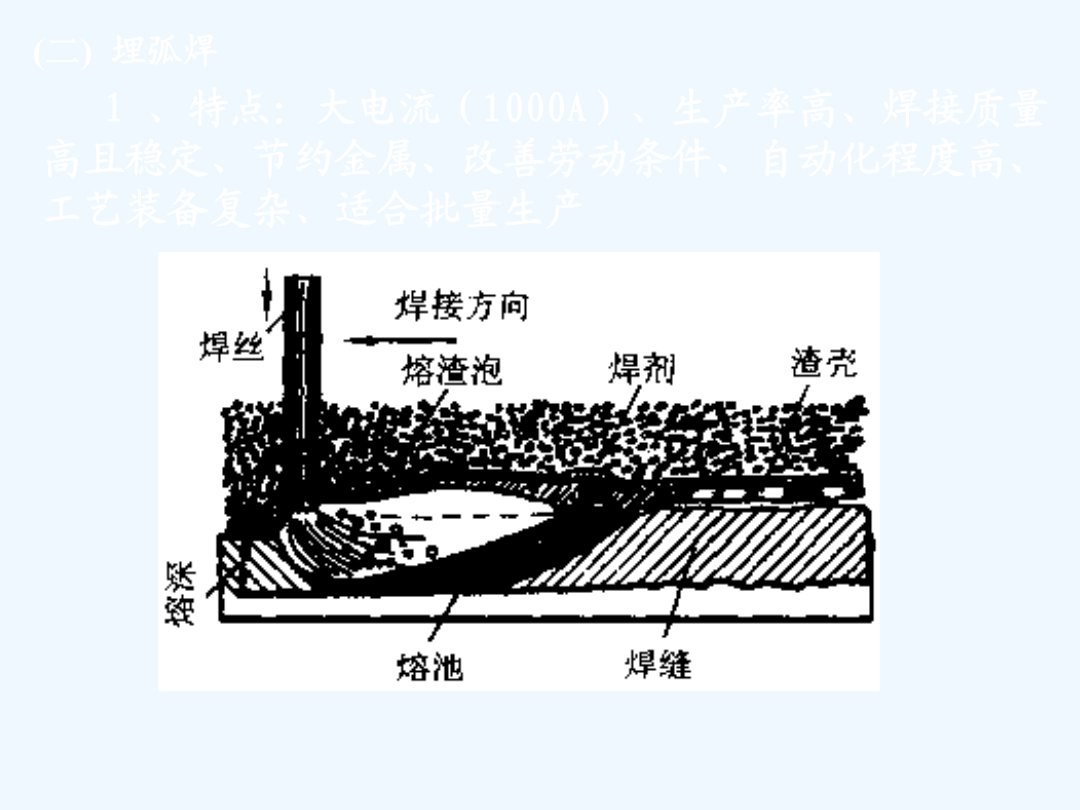
焊接1.1概述1.2焊接方法1.3焊接质量控制1.焊接的实质2.焊接的定义3.焊接的分类2.汽车焊装对焊接工艺的要求3)盘形车轮1.2焊接方法(二)埋弧焊(三)电阻焊点焊点焊的接头形式缝焊对焊对焊接头形式摩擦焊摩擦焊的接头形式钎焊钎焊的常见接头形式钎焊接头的比较电渣焊激光焊接在焊接过程中,焊缝区金属从常温被加热到最高温度,然后再逐渐冷却到常温。由于焊件上各点所处的位置不同,其被加热的最高温度亦不相同;而热量的传递需要一定的时间,故各点达到其最高温度的时间亦不相同,那么焊件上某点的温度随时间变化的过程也不一

汽车制造工艺专业焊接方向.doc
2010年任职资格知识考试试题(汽车制造工艺(焊接)专业)一、单项选择题“五大质量核心工具”中SPC的正确含义是:。A统计过程控制B质量过程控制C生产过程控制D过程控制“五大质量核心工具”中MSA的正确含义是。A质量系统分析B数据系统分析C测量系统分析D制造系统分析“五大质量核心工具”中APQP的正确含义是:。A后期产品质量控制B中期产品质量策划C先期产品质量规划D后期产品质量计划“六大质量活动”具体内容中FTT的正确含义是A多次交验平均率B一次交验合格率C一次交验缺陷率汽车用钢板折边胶的主要作用是:。A

汽车制造中的焊接技术.doc
山东大学继续(网络)教育学院毕业设计论文题目:汽车制造中的焊接技术姓名:/学号:/学习中心:/专业:焊接技术自动化(专)年级:/20年月日摘要汽车制造中焊接技术应用广泛,随着我国汽车制造业的迅猛发展及焊接在汽车制造业所占据的重要地位,对汽车焊接技术提出了更高的规定.面对入世的冲击、技术的挑战及我国取消对汽车的非关税措施带来的冲击;本文旨在探讨焊接新技术的推广应用及发展趋势,以利于我国汽车工业的品牌提高,增强其市场竞争力.关键词:焊接技术;汽车;发展趋势一前言焊接是运用各种形式的能量使被加工的材料产生永久连
汽车制造中的焊接方法.pdf
汽车制造中的焊接方法汽车制造中的焊接方法常用的焊接方法及其优缺点点焊属于电阻焊的一部分,将被焊金属工件压紧于两个电极之间,并通以电流,利用电流经过工件接触面及临近区域产生的电阻热,将其局部加热到熔化成塑性状态,使之形成金属结合的一种连接方式。点焊是一种高速、经济的连接方法。它适于制造可以采用搭接、接头不要求气密、厚度小于3mm的冲压、轧制的薄板构件,点焊要求金属要有较好的塑性。这种方法广泛用于汽车壳体、配件、家具等低碳钢产品的焊接。优点:熔核形成时始终被塑性环包围,熔化金属与空气隔绝,冶金过程简单。加热时

《汽车制造工艺》.ppt
整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt