
杠杆自动车床设计项目说明指导书.doc

胜利****实阿

1/10
2/10
3/10
4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
杠杆自动车床设计项目说明指导书.doc
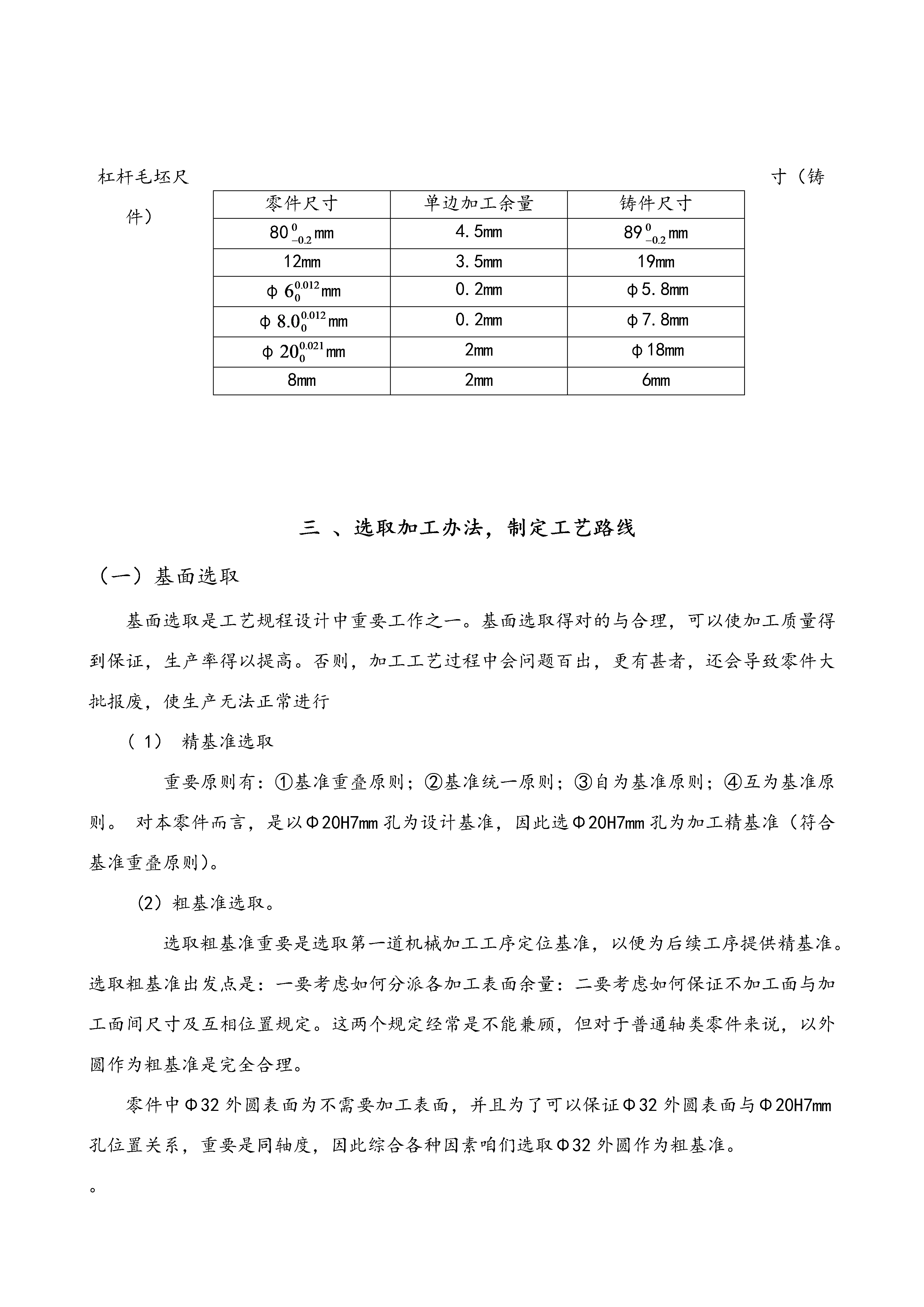
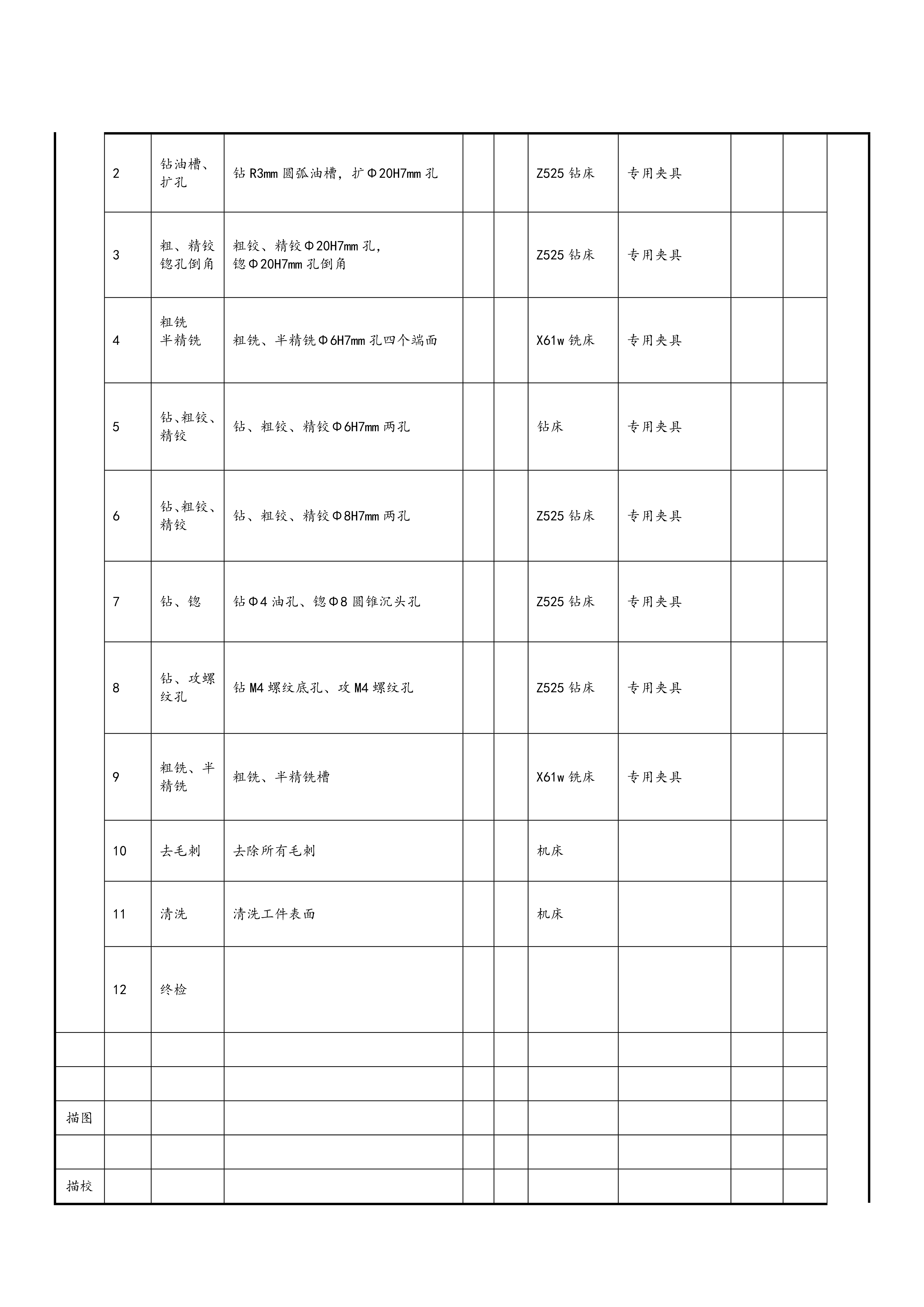
机械制造技术基本课程设计阐明书设计题目:杠杆(CA1340自动车床)加工工艺规程及工艺装备设计者:xxx班级:xxx学号:xxx指引教师:xxxxx大学xx年xx月机械制造技术基本课程设计任务书题目:杠杆(CA1340自动车床)加工工艺规程及工艺装备内容:1.零件图1张2.毛坯图1张3.机械加工工艺过程卡片1张4.机械加工工序卡片1套5.夹具装配图1张6.夹具零件图1张7.课程设计阐明书1份原始资料:该零件图样,Q=30000件/年,n=1件/台,每日一班目录前言………………………………………………………

杠杆CA1340自动车床设计说明书.docx
机械制造技术基础课程设计说明书设计题目:杠杆(CA1340自动车床)零件的加工工艺规程及典型夹具设计专年月日机械制造技术基础课程设计任务书题目:杠杆(CA1340自动车床)零件的机械加工工艺规程及典型夹具设计设计内容:1.绘制和毛坯图各一张2.编制零件的加工工艺过程,并填写加工工艺过程卡及工序卡一套3.设计指定工序的夹具,绘制夹具装配总图一套4.绘制夹具的非标零件图一张5.编写设计说明书一份指导教师:史红年月日目录序言………………………………………………………………4一、零件的工艺分析及生产类型的确定……

杠杆自动车床加工工艺规程及夹具设计设计.doc
摘要针对在大学中对机械制造工艺学这门基础课旳学习成果旳验收,在这次旳毕业设计选题中,选择了针对杠杆(CA1340自动车床)加工工艺规程及其夹具设计旳题目,通过对杠杆在CA1340自动车床上作用旳分析、杠杆加工工艺旳分析、杠杆旳生产类型旳分析,来确定杠杆(CA1340自动车床)旳工艺工程和其加工夹具旳设计方案。进而巩固所学知识,同步为后来旳实践应用做一种良好旳开端。关键词:机械工艺;加工工艺规程;夹具;杠杆AbstractInconnectionwithMachineryManufacturingTechn

杠杆自动车床加工工艺规程及夹具设计设计.doc
摘要针对在大学中对机械制造工艺学这门基础课旳学习成果旳验收,在这次旳毕业设计选题中,选择了针对杠杆(CA1340自动车床)加工工艺规程及其夹具设计旳题目,通过对杠杆在CA1340自动车床上作用旳分析、杠杆加工工艺旳分析、杠杆旳生产类型旳分析,来确定杠杆(CA1340自动车床)旳工艺工程和其加工夹具旳设计方案。进而巩固所学知识,同步为后来旳实践应用做一种良好旳开端。关键词:机械工艺;加工工艺规程;夹具;杠杆AbstractInconnectionwithMachineryManufacturingTechn
杠杆自动车床加工工艺及夹具设计模板.doc
JIANGSUTEACHERSUNIVERSITYOFTECHNOLOGY课程设计和综合训练说明书杠杆(CA1340自动车床)加工工艺及夹具设计学院名称:机械工程学院专业:机械设计制造及其自动化班级:08机制2Z姓名:朱健学号:08321220指导老师姓名:范真指导老师职称:教授12月机械制造技术基础课程设计任务书题目:杠杆(CA1340自动车床)加工工艺规程及夹具设计内容:1.零件图1张2.毛坯图1张3.机械加工工艺过程卡片1份4.机械加工工序卡片1套5.夹具装配图1张6.夹具零件图1张7.课程设计说明