
静叶可调轴流风机施工方案.doc

胜利****实阿

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

动叶可调轴流风机与静叶可调轴流风机的区别.doc
(完整word)动叶可调轴流风机与静叶可调轴流风机的区别(完整word)动叶可调轴流风机与静叶可调轴流风机的区别(完整word)动叶可调轴流风机与静叶可调轴流风机的区别动叶可调轴流风机与静叶可调轴流风机的区别静叶可调轴流风机的特点:静叶可调轴流风机结构上简单,风机初投资较低。静叶可调轴流风机效率曲线近似呈圆面,风机运行的高效区范围和风机效率低于动调风机,运行费用高于动叶可调轴流风机。但静叶可调轴流风机转子外沿的线速度较低,对于入口含尘量的适应性比动叶可调轴流风机要好,含尘量一般在300mg/N·m3下.静

静叶可调轴流风机施工方案.doc
释肪衍深哎危湿至撰帝皿秘事乱猪矮蹲砰赐氛洛嚣激波峙切雷鸽渍商番业陛舀瞥剐兆堕吃很寄曝赶套跨闲唁苛幼脏饵抨胆祁辽淌健峨乒籽占屉厘实讽酉韶吕议镰泽碟绷凤曝馅锹汪哄厩懒邵诺乡蓬针旭骚电桅骑寿焙约易铂坤讨挂李粕诲升绣瓦脱准易耍呛夹欲晤筷郸掩进默霹芝虏瞥言旦樊哟窄磨趴诸牵青循顶绣辩苍鞋这档思渠囤说浪嵌之滤囚锯京惶喘灯狡答风到临牡满闪奠哮陈摩绞沿碍遥禄印惧倍隘剥慨谷蛮季镜键鹰逆诱唤掏捅曹灼卧争揭食啡掸姓矢昨到附剿忆祸喀绢蒸祈宦陕究磐赖冒邢矾拟杆肝驰硅协簿跌醉舟洪蒸务避公歹掖挤双琼孩蹿那阔吃儿抛渔谓嗣滤慨术厚棒贵函礁士

静叶可调轴流风机施工方案.doc
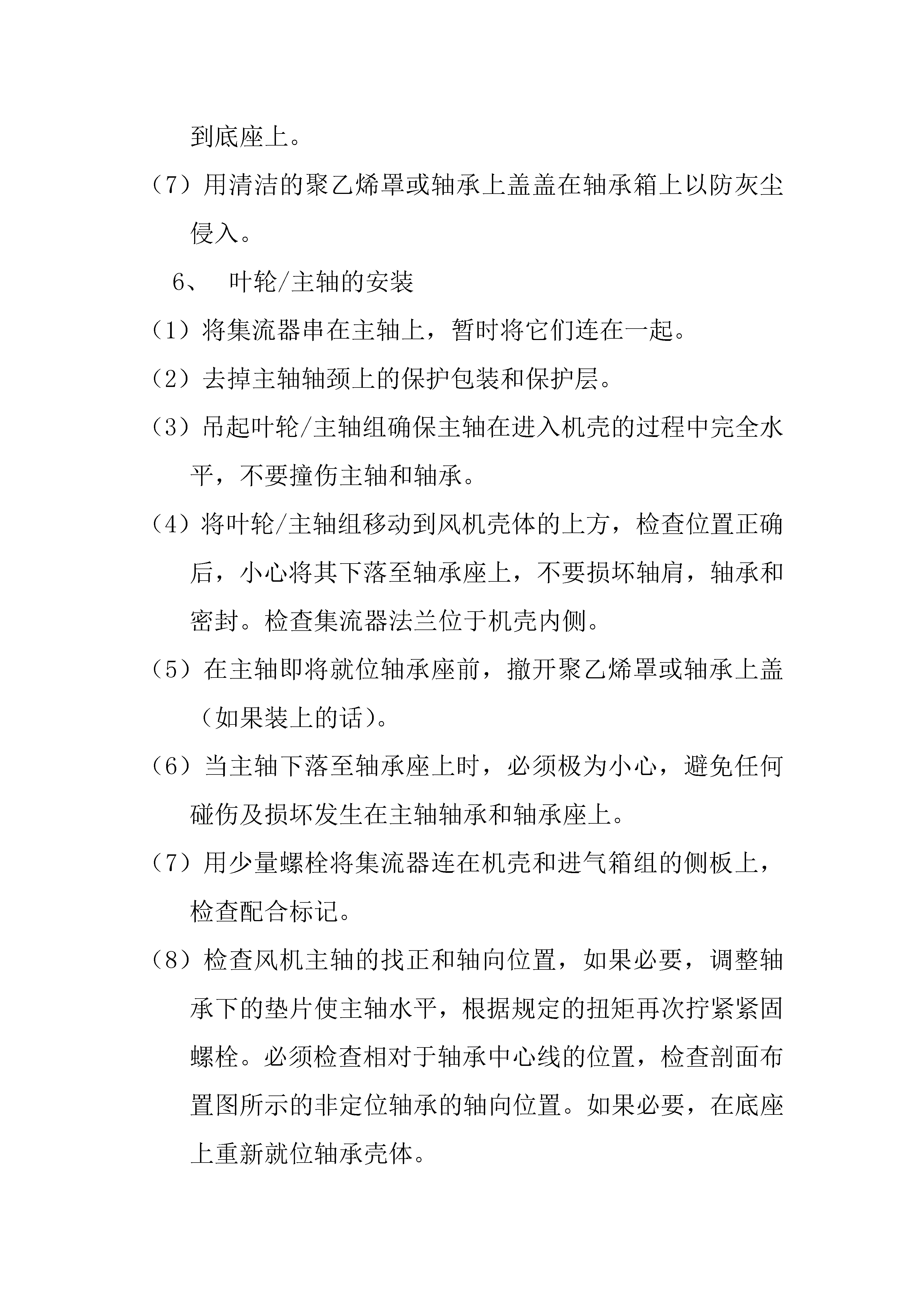
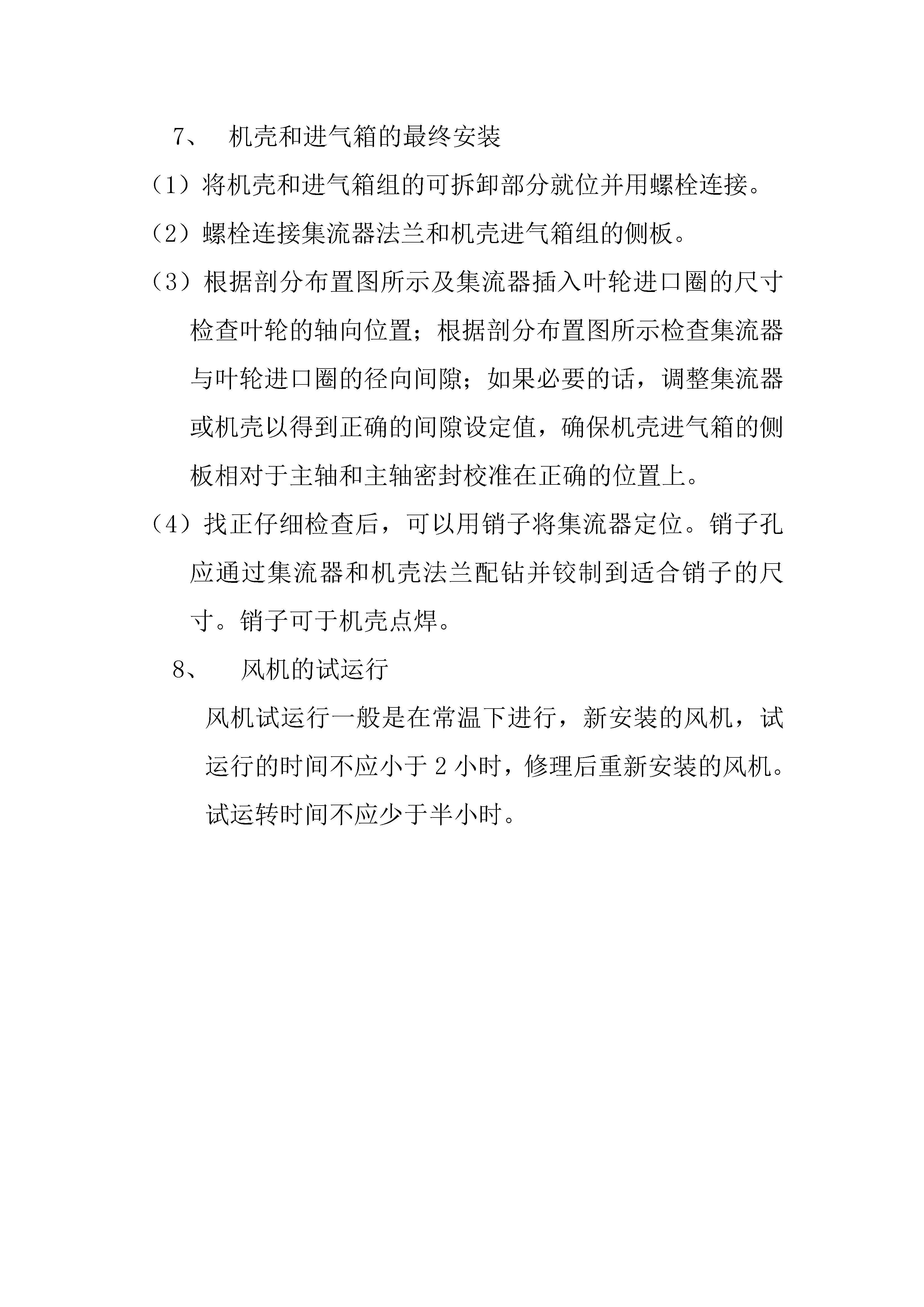
武钢股份烧结厂四烧车间烟气脱硫工程静叶可调轴流风机施工方案编制人:审核人:批准人:武钢宏信置业发限有限公司2011年8月29日静叶可调轴流风机安装施工方案基础的检查与划线(1)开始安装组装前,检查基础确保其与工艺图要求的相关高度、中心线位置、地脚螺栓位置等一致;(2)检查二次灌浆所需高度;(3)在平台或基础上划出中心线,并做出固定标板以便永久保存;(4)所有需要灌浆的表面应避免有油、油脂和脏污;(5)准备大约150mm宽,长度至少相当于底脚宽度钢片以便轴承找正;地脚螺栓灌浆(1)灌浆前设备应经过初找正;(
一种新型静叶可调轴流风机.pdf
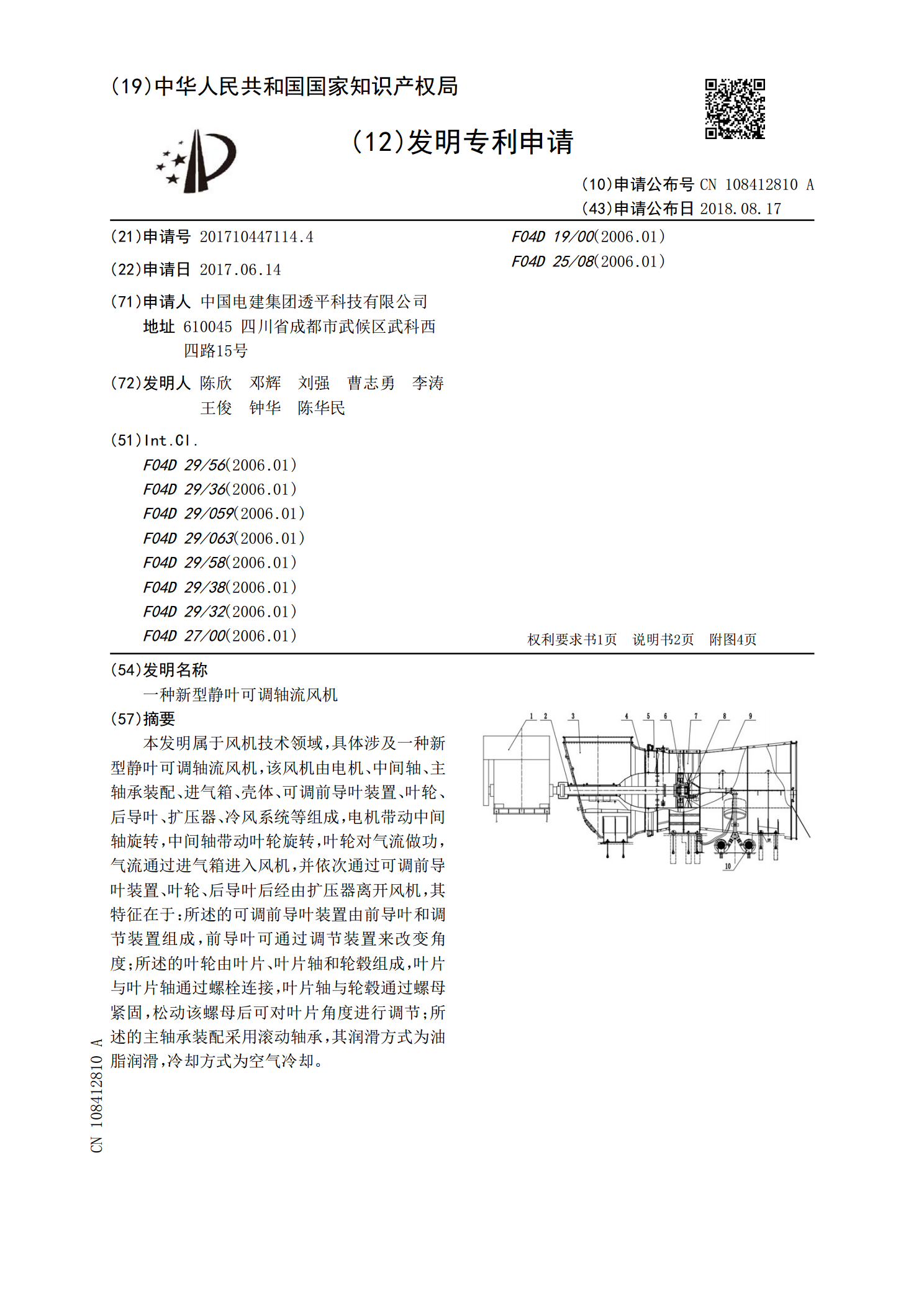
本发明属于风机技术领域,具体涉及一种新型静叶可调轴流风机,该风机由电机、中间轴、主轴承装配、进气箱、壳体、可调前导叶装置、叶轮、后导叶、扩压器、冷风系统等组成,电机带动中间轴旋转,中间轴带动叶轮旋转,叶轮对气流做功,气流通过进气箱进入风机,并依次通过可调前导叶装置、叶轮、后导叶后经由扩压器离开风机,其特征在于:所述的可调前导叶装置由前导叶和调节装置组成,前导叶可通过调节装置来改变角度;所述的叶轮由叶片、叶片轴和轮毂组成,叶片与叶片轴通过螺栓连接,叶片轴与轮毂通过螺母紧固,松动该螺母后可对叶片角度进行调节;

AV系列静叶可调式轴流风机维护检修规程.docx
AV系列主风机组维护检修规程3一般规定3.1检修前旳检查3.1.1检查机组与外部系统水、电、汽,风、介质旳吹扫、排凝、隔断状况,应安全可靠。3.1.2检修现场应符合HSE原则,检修前应办好作业票。3.2拆卸3.2.1机组拆卸应按拆卸程序进行。3.2.2拆卸时使用旳工具应不会对零部件产生损伤,严禁用硬质工具直接在零件旳工作表面上敲击。3.2.3对锈死旳零件或组合件应用松动剂浸透,再行拆卸。对过盈配合旳零部件应使用专用工具。3.2.4零部件拆装前应作好标识。3.3吊装3.3.1起吊前,检查吊耳、绳索应符合规定