
高强度钢施工工艺.doc

胜利****实阿

1/10
2/10
3/10

4/10
5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高强度钢施工工艺.doc
----------------------------精品word文档值得下载值得拥有--------------------------------------------------------------------------精品word文档值得下载值得拥有-------------------------------------------------------------------------------------------------------------------------

高强度钢施工工艺.doc
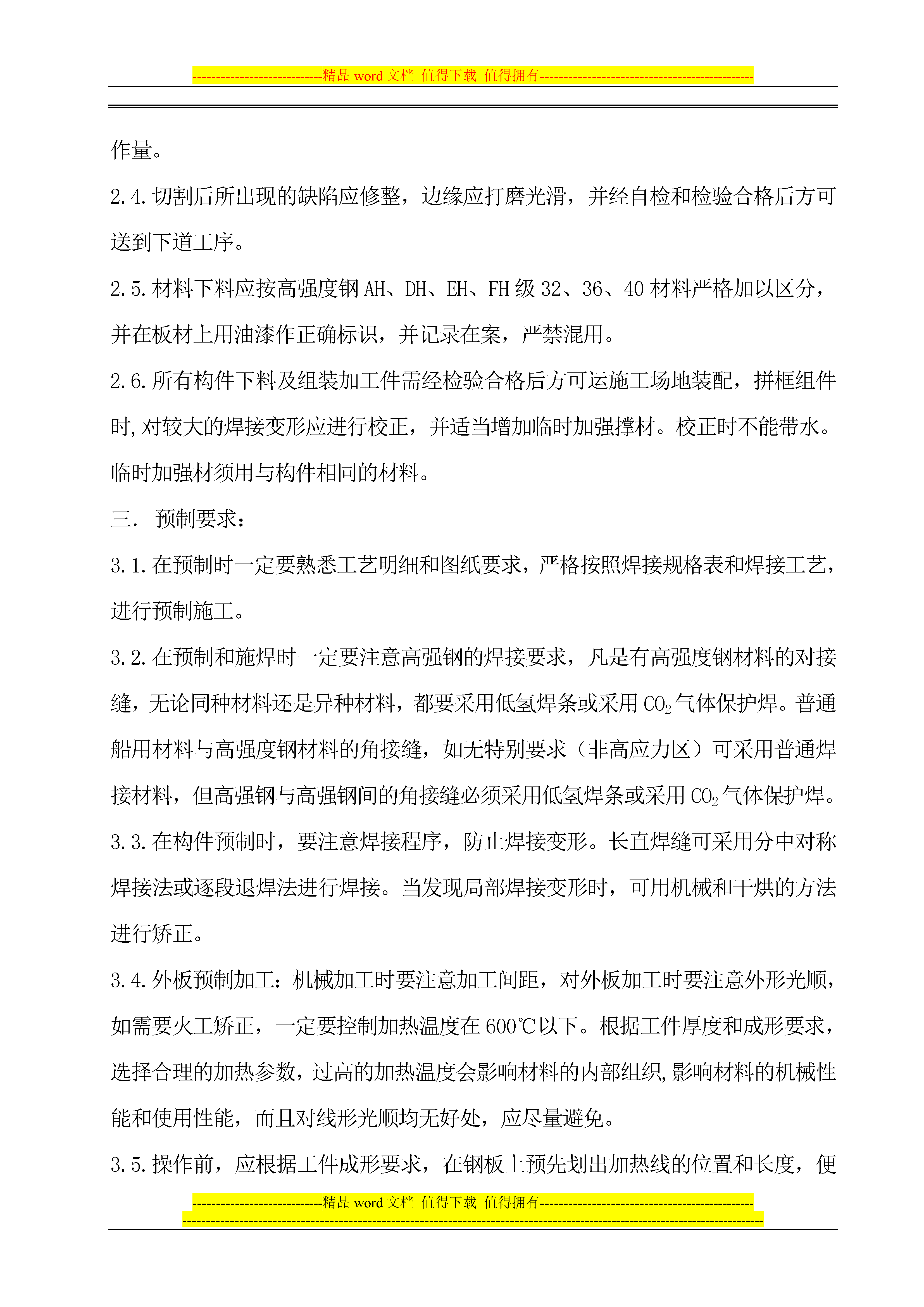
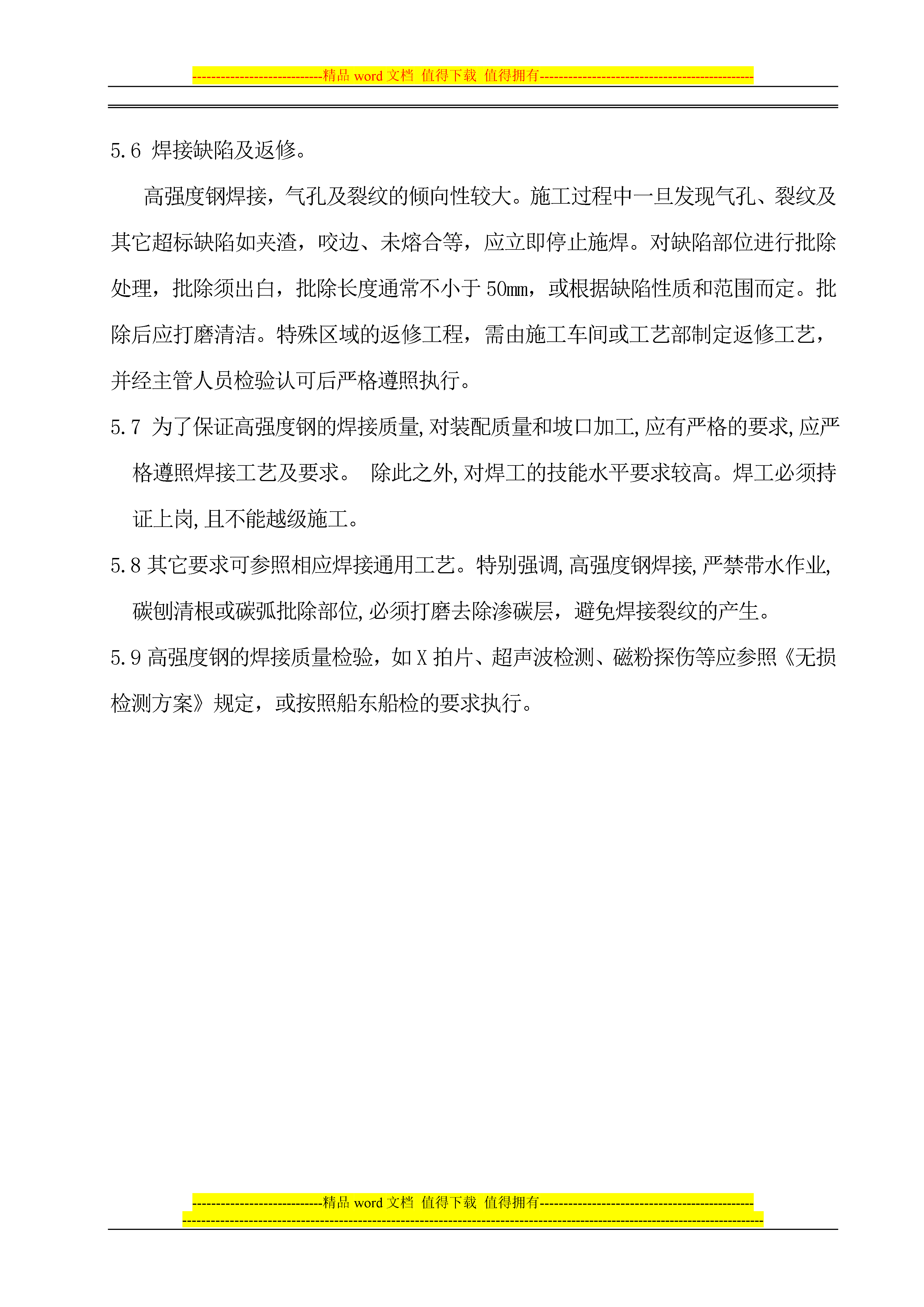
高强度钢施工工艺作者:2004-5前言高强度钢的使用越来越普遍,如果不采用合理的坡口、焊材、电流、电压等工艺措施,很容易产生淬硬的淬火组织,产生较大的内应力,引发裂纹,导致返工和质量的下降,所以为了规范焊接要求,提高产品质量,保证焊缝合格率特对高强度钢的焊接做出规定。概述高强度船体结构钢系指其屈服强度和抗拉强度超过普通船体结构钢的那些钢材。由于高强钢中加入了少量合金元素,细化了晶粒,改善了内部组织,因此,其强度高于普通船用钢。但其塑韧性、疲劳强度低于普通钢。根据标称上屈服点ReH值的不同,高强钢可分为四组

所有高强度钢和先进高强度钢性能.docx
所有高强度钢和先进高强度钢性能所有高强度钢和先进高强度钢性能汇总1、“超高强度钢”的定义是相对于时代要求的技术进步程度而在变化的。一般讲,屈服强度在1370MPa(140kgf/mm2)以上,抗拉强度在1620MPa(165kgf/mm2)以上的合金钢称超高强度钢。分类按其合金化程度和显微组织分为低合金中碳马氏体强化超高强度钢、中合金中碳二次沉淀硬化型超高强度钢、高合金中碳Ni—Co型超高强度钢、超低碳马氏体时效硬化型超高强度钢、半奥氏体沉淀硬化型不锈钢等。低合金低合金

所有高强度钢和先进高强度钢性能.docx
所有高强度钢和先进高强度钢性能所有高强度钢和先进高强度钢性能汇总1、“超高强度钢”的定义是相对于时代要求的技术进步程度而在变化的。一般讲,屈服强度在1370MPa(140kgf/mm2)以上,抗拉强度在1620MPa(165kgf/mm2)以上的合金钢称超高强度钢。分类按其合金化程度和显微组织分为低合金中碳马氏体强化超高强度钢、中合金中碳二次沉淀硬化型超高强度钢、高合金中碳Ni—Co型超高强度钢、超低碳马氏体时效硬化型超高强度钢、半奥氏体沉淀硬化型不锈钢等。低合金低合金
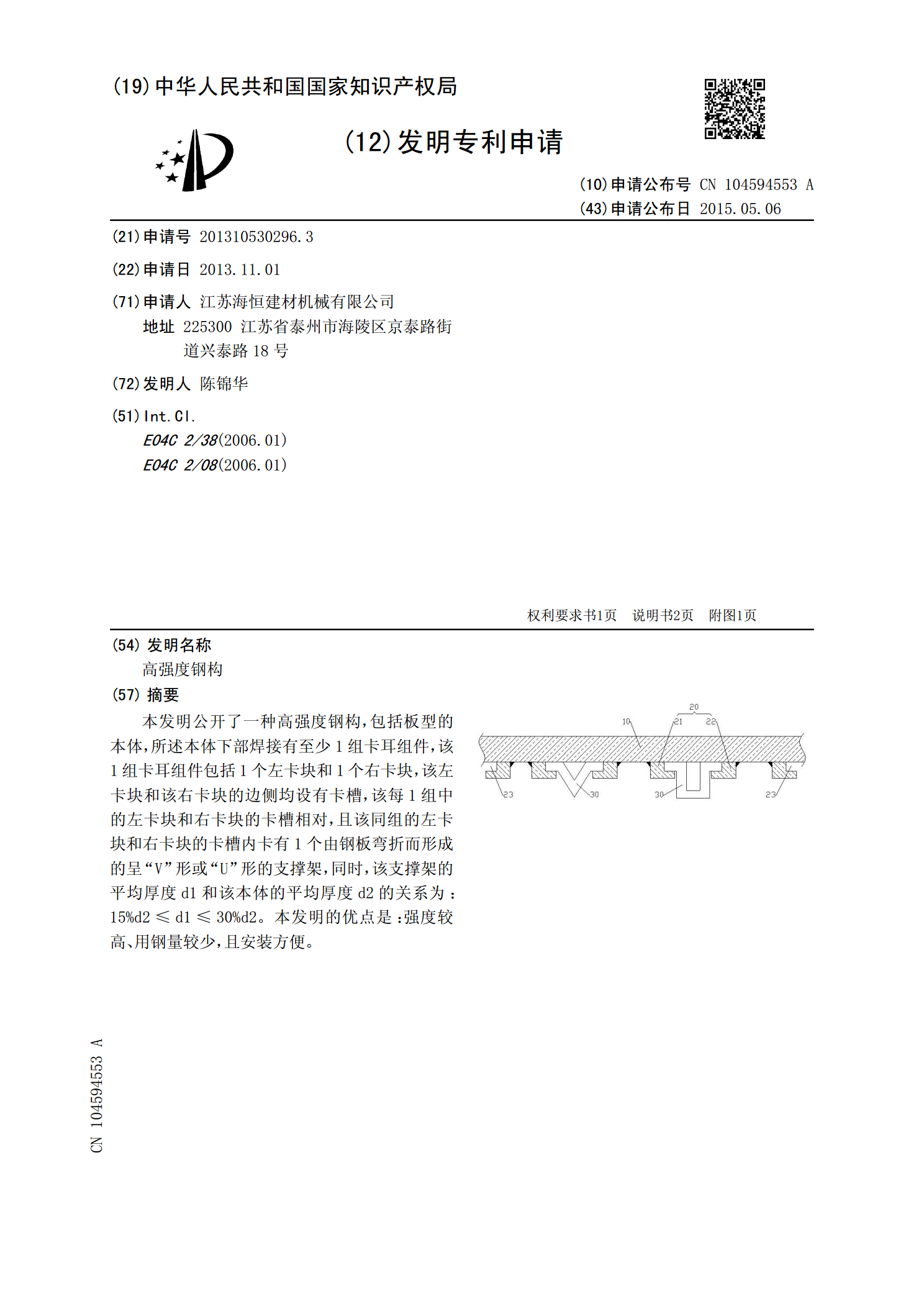
高强度钢构.pdf
本发明公开了一种高强度钢构,包括板型的本体,所述本体下部焊接有至少1组卡耳组件,该1组卡耳组件包括1个左卡块和1个右卡块,该左卡块和该右卡块的边侧均设有卡槽,该每1组中的左卡块和右卡块的卡槽相对,且该同组的左卡块和右卡块的卡槽内卡有1个由钢板弯折而形成的呈“V”形或“U”形的支撑架,同时,该支撑架的平均厚度d1和该本体的平均厚度d2的关系为:15%d2≤d1≤30%d2。本发明的优点是:强度较高、用钢量较少,且安装方便。