
006交联聚乙烯绝缘电缆热缩接头制作.doc

fa****楠吖


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

006交联聚乙烯绝缘电缆热缩接头制作.doc
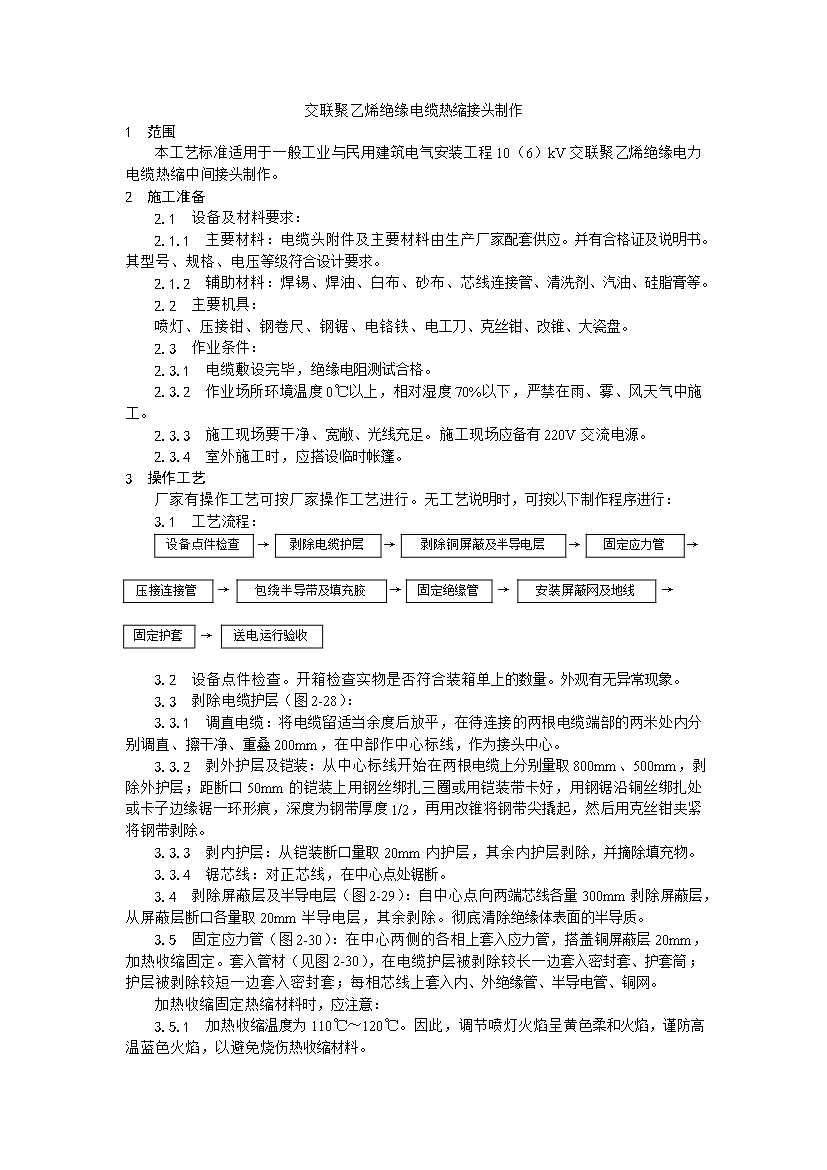
交联聚乙烯绝缘电缆热缩接头制作1范围本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kV交联聚乙烯绝缘电力电缆热缩中间接头制作。2施工准备2.1设备及材料要求:2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。其型号、规格、电压等级符合设计要求。2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。2.2主要机具:喷灯、压接钳、钢卷尺、钢锯、电铬铁、电工刀、克丝钳、改锥、
006交联聚乙烯绝缘电缆热缩接头制作.doc
交联聚乙烯绝缘电缆热缩接头制作1范围本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kV交联聚乙烯绝缘电力电缆热缩中间接头制作。2施工准备2.1设备及材料要求:2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。其型号、规格、电压等级符合设计要求。2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。2.2主要机具:喷灯、压接钳、钢卷尺、钢锯、电铬铁、电工刀、克丝钳、改锥、大瓷盘。2.3作业条件:2.3.1电缆敷设完毕,绝缘电阻测试合格。2.3

006交联聚乙烯绝缘电缆热缩接头制作.doc
交联聚乙烯绝缘电缆热缩接头制作1范围本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kV交联聚乙烯绝缘电力电缆热缩中间接头制作。2施工准备2.1设备及材料要求:2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。其型号、规格、电压等级符合设计要求。2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。2.2主要机具:喷灯、压接钳、钢卷尺、钢锯、电铬铁、电工刀、克丝钳、改锥、大瓷盘。2.3作业条件:2.3.1电缆敷设完毕,绝缘电阻测试合格。2.3

006交联聚乙烯绝缘电缆热缩接头制作.doc
交联聚乙烯绝缘电缆热缩接头制作1范围本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kV交联聚乙烯绝缘电力电缆热缩中间接头制作。2施工准备2.1设备及材料要求:2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。其型号、规格、电压等级符合设计要求。2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。2.2主要机具:喷灯、压接钳、钢卷尺、钢锯、电铬铁、电工刀、克丝钳、改锥、
006交联聚乙烯绝缘电缆热缩接头制作.doc
交联聚乙烯绝缘电缆热缩接头制作1范围本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kV交联聚乙烯绝缘电力电缆热缩中间接头制作。2施工准备2.1设备及材料要求:2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。其型号、规格、电压等级符合设计要求。2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。2.2主要机具:喷灯、压接钳、钢卷尺、钢锯、电铬铁、电工刀、克丝钳、改锥、大瓷盘。2.3作业条件:2.3.1电缆敷设完毕,绝缘电阻测试合格。2.3