
电动密封闸阀.doc

胜利****实阿


1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

电动密封闸阀.doc
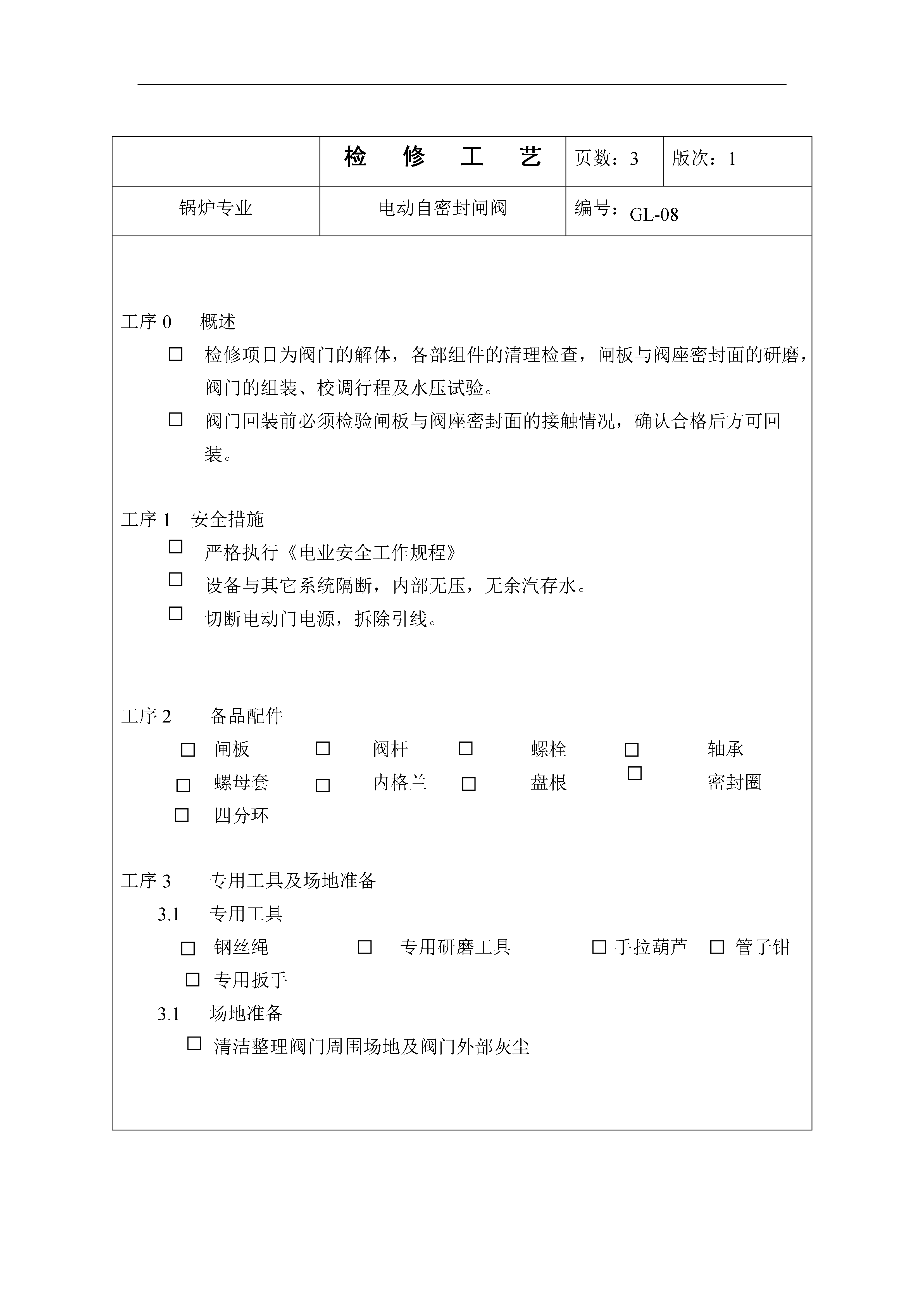
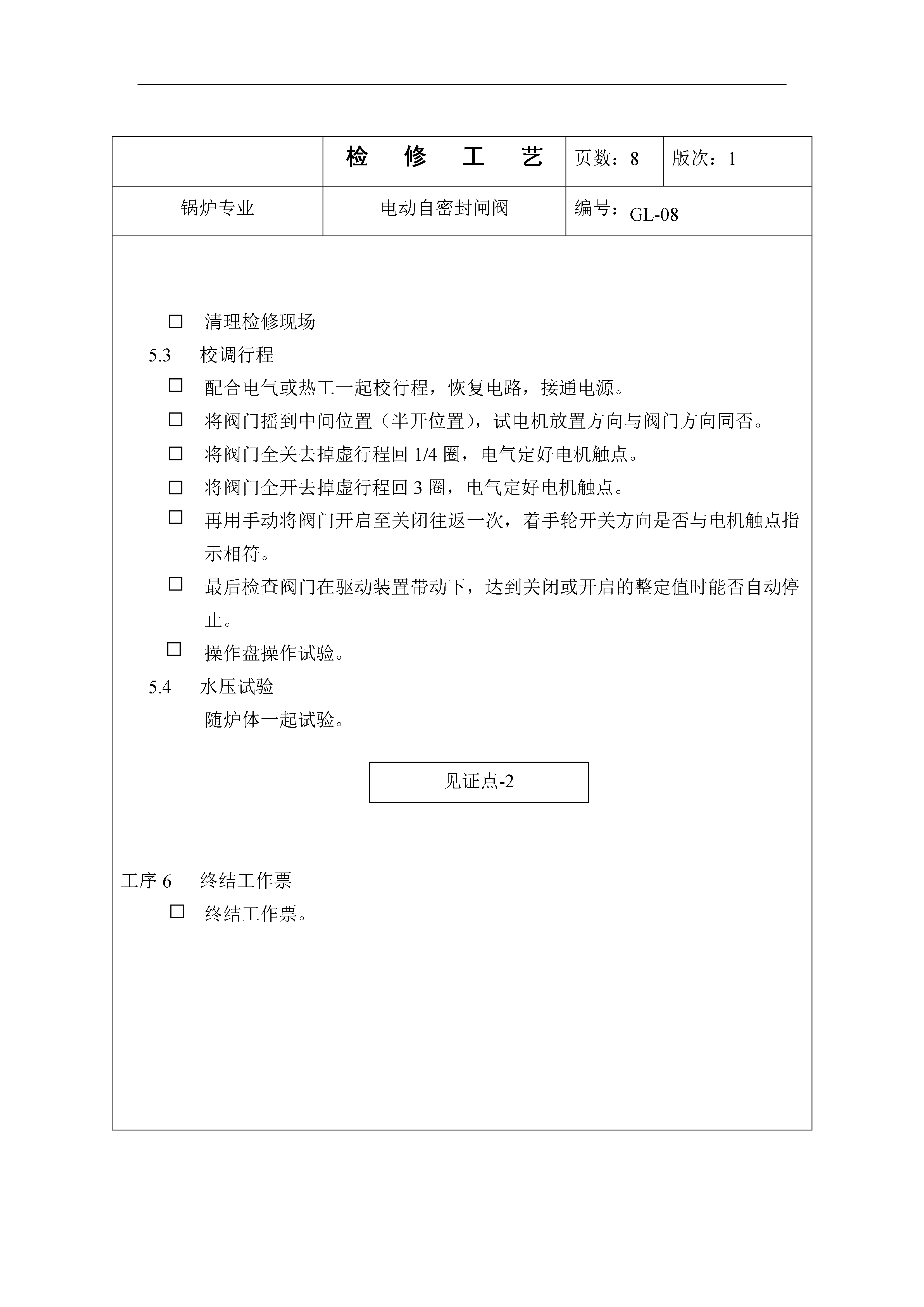
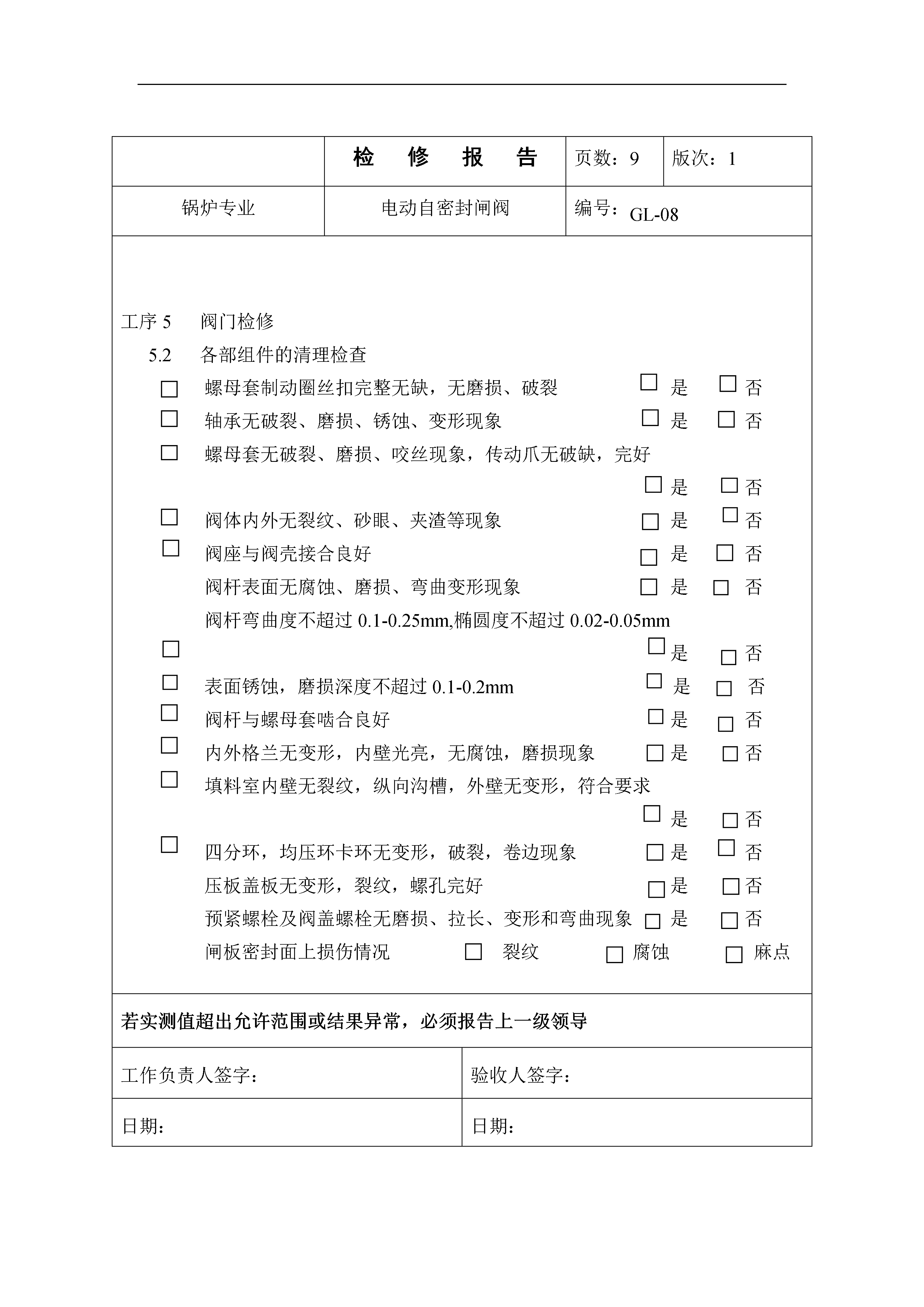
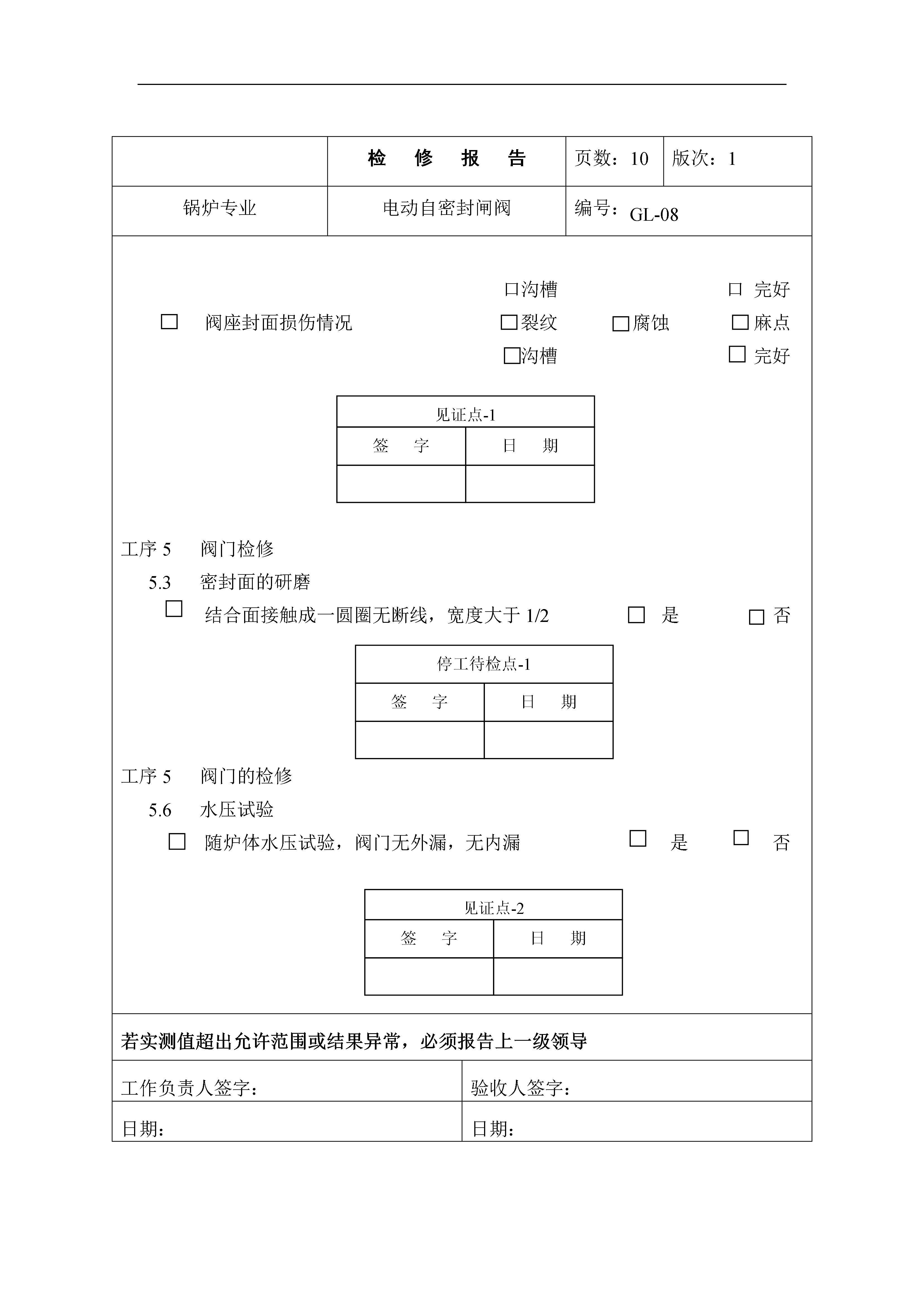
检修工艺级别:1页数:1锅炉专业编码:GL-08人员组成电动自密封闸阀(大修)预计工时工作票号供货商产品型号适用于该程序的设备设备位置停工待检点(H)1个生效印见证点(W)2个版次编写校对批准姓名签字日期姓名签字日期姓名签字日期磁盘号按规定分发锅炉专业检修工艺页数:2版次:1锅炉专业电动自密封闸阀编号:GL-08工序号内容预计时间备注0概述1安全措施2备品配件3专用工器及场地准备4办理工作票5阀门检修6终结工作票检修工艺页数:3版次:1锅炉专业电动自密封闸阀编号:GL-08工序0概述检修项目为阀门的解体,

电动密封闸阀检修工艺.doc
XX发电有限责任公司检修工艺级别:1页数:1锅炉专业编码:GL-08人员组成电动自密封闸阀(大修)预计工时工作票号供货商产品型号适用于该程序的设备设备位置停工待检点(H)1个生效印见证点(W)2个版次编写校对批准姓名签字日期姓名签字日期姓名签字日期磁盘号按规定分发锅炉专业XX发电有限责任公司检修工艺页数:2版次:1锅炉专业电动自密封闸阀编号:GL-08工序号内容预计时间备注0概述1安全措施2备品配件3专用工器及场地准备4办理工作票5阀门检修6终结工作票XX发电有限责任公司检修工艺页数:3版次:1锅炉专业电

电动密封闸阀检修工艺.doc
XX发电有限责任公司检修工艺级别:1页数:1锅炉专业编码:GL-08人员组成电动自密封闸阀(大修)预计工时工作票号供货商产品型号适用于该程序的设备设备位置停工待检点(H)1个生效印见证点(W)2个版次编写校对批准姓名签字日期姓名签字日期姓名签字日期磁盘号按规定分发锅炉专业XX发电有限责任公司检修工艺页数:2版次:1锅炉专业电动自密封闸阀编号:GL-08工序号内容预计时间备注0概述1安全措施2备品配件3专用工器及场地准备4办理工作票5阀门检修6终结工作票XX发电有限责任公司检修工艺页数:3版次:1锅炉专业电
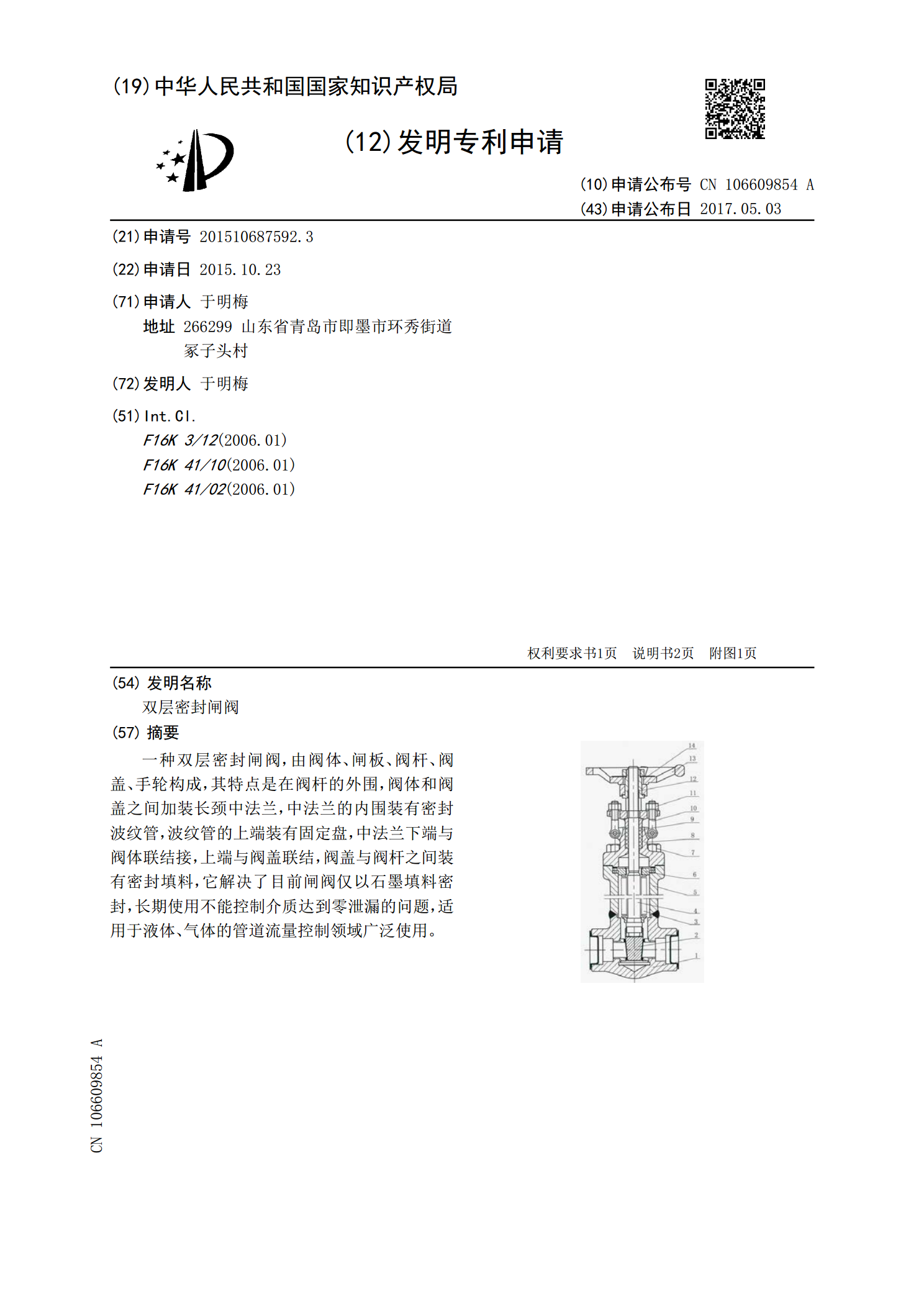
双层密封闸阀.pdf
一种双层密封闸阀,由阀体、闸板、阀杆、阀盖、手轮构成,其特点是在阀杆的外围,阀体和阀盖之间加装长颈中法兰,中法兰的内围装有密封波纹管,波纹管的上端装有固定盘,中法兰下端与阀体联结接,上端与阀盖联结,阀盖与阀杆之间装有密封填料,它解决了目前闸阀仅以石墨填料密封,长期使用不能控制介质达到零泄漏的问题,适用于液体、气体的管道流量控制领域广泛使用。
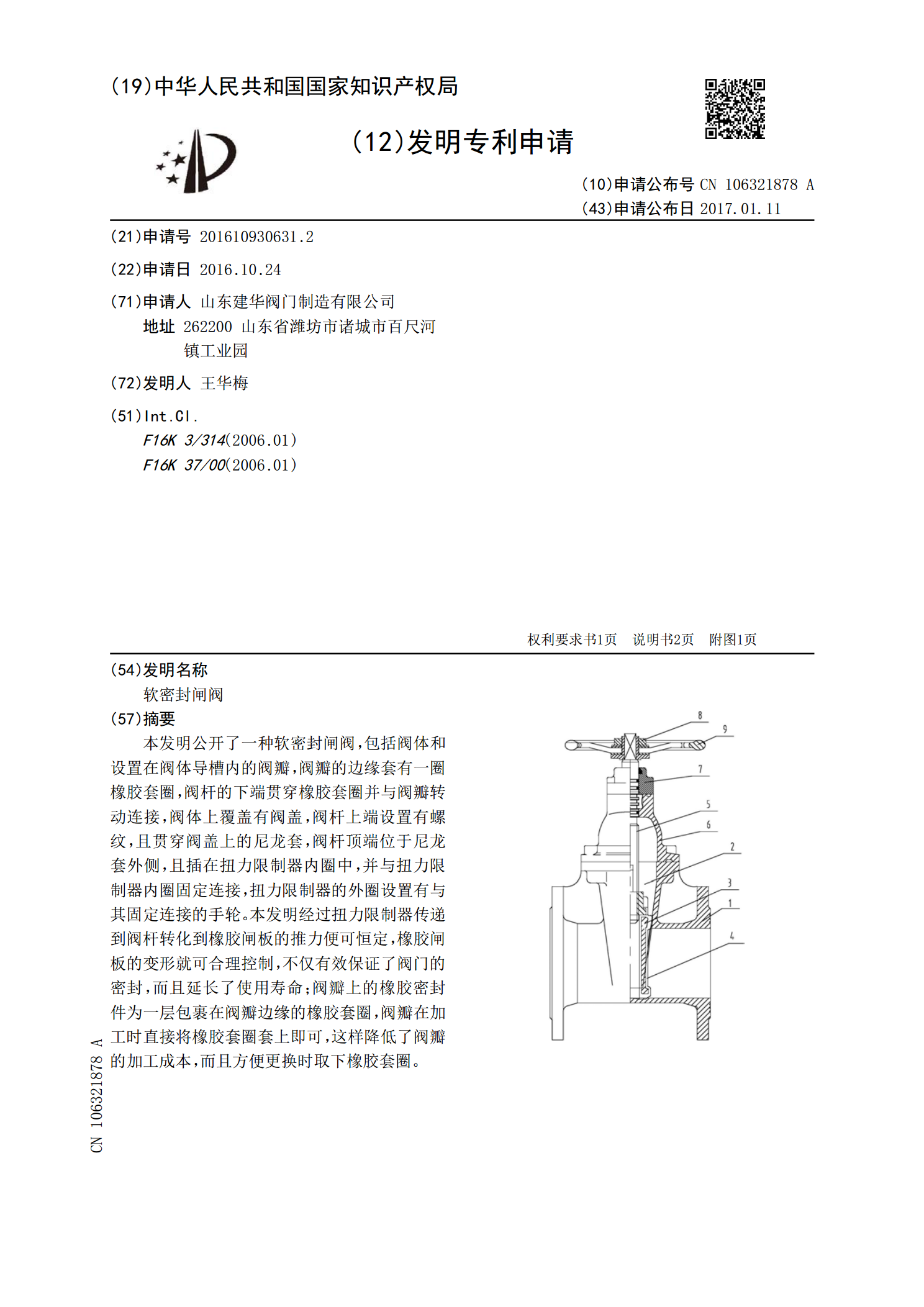
软密封闸阀.pdf
本发明公开了一种软密封闸阀,包括阀体和设置在阀体导槽内的阀瓣,阀瓣的边缘套有一圈橡胶套圈,阀杆的下端贯穿橡胶套圈并与阀瓣转动连接,阀体上覆盖有阀盖,阀杆上端设置有螺纹,且贯穿阀盖上的尼龙套,阀杆顶端位于尼龙套外侧,且插在扭力限制器内圈中,并与扭力限制器内圈固定连接,扭力限制器的外圈设置有与其固定连接的手轮。本发明经过扭力限制器传递到阀杆转化到橡胶闸板的推力便可恒定,橡胶闸板的变形就可合理控制,不仅有效保证了阀门的密封,而且延长了使用寿命;阀瓣上的橡胶密封件为一层包裹在阀瓣边缘的橡胶套圈,阀瓣在加工时直接将