
4.13-钢桁架焊接方案.doc

胜利****实阿

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
4.13-钢桁架焊接方案.doc
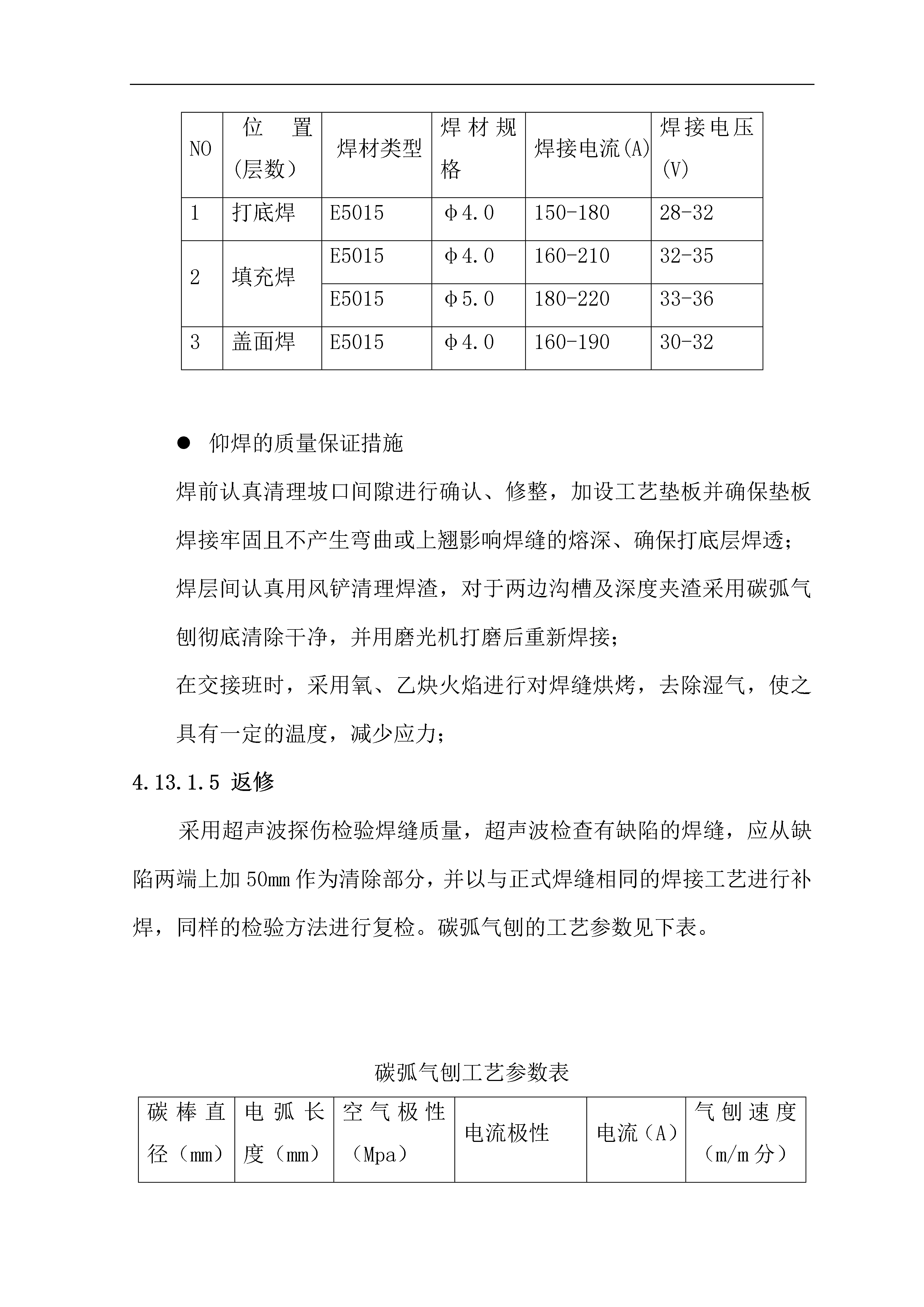
4.13钢桁架焊接方案4.13.1钢桁架安装中焊接技术要求焊接是保证校正结果和桁架质量的重要手段,尤其要认真做好焊接变形和焊接应力的控制。4.13.1.1间隙处理通过工厂预拼装,严格控制焊缝间隙在规范和设计要求的允许偏差以内,如果在安装中仍有间隙过大或过小情况时,对于安装调整后间隙大于18mm的焊口,在加设宽垫板之后,在靠近母材一侧的坡口内进行焊接补肉达到6-9mm的根部间隙后,将焊缝打磨平整并进行UT探伤,合格后再焊接。对于间隙过小,3mm以下的焊口,采用氧-乙炔火焰切割或气刨的方式,修整出标准坡口,保

钢桁架焊接涂装隐蔽.docx
隐蔽工程质量报验单工程名称:靖江三峰码头陆域工程编号:致监理机构:南京公正工程监理有限公司兹报验:□1地基与基础□2主体结构□3建筑装饰装修□4建筑屋面□5建筑给水、排水及采暖□6建筑电气□7智能建筑□8通风与空调□9电梯□10建筑节能按合同文件和规范要求,已完成分部/分项/检验批名称:钢结构焊接部位:LD1-LD2引桥廊道钢结构验收时间:本次报验内容系第次报验,本项目经理部已完成自检工作且资料完整,并呈报相应资料。技术负责人:日期:承包人:日期:监理抽查数据及情况记录:1、收到施工相应自检资料和验收记录

商业城钢桁架现场焊接.docx
商业城钢桁架现场焊接商业城钢桁架现场焊接是非常注重细节的,只有保障材料的质量,才能保障施工的质量,每个细节处理都非常关键。建筑网小编就商业城钢桁架现场焊接和大家介绍一下。本工程为钢管相贯全位焊结构,工程整体焊接量大,焊缝沿坡口方位变化,要求焊工有较强的全方位焊接能力,并能适应高空施焊作业,从整体上焊接作业可分为地面分段拼焊和高空就位拼焊两部份。地面拼焊部份:地面拼焊前应设置拼焊工作平台,并应精确按图纸所示几何尺寸放线,并将工作按线定位,校正构件尺寸与相贯线均符合图纸要求的间隙及角度后,可定位点焊、焊点应沿

B栋钢桁架焊接技术交底要点.doc
工程名称项目一期工程交底部位桁架焊接工程工程编号日期交底内容:1.文件依据1.1.项目一期工程结构、建筑施工图纸;1.2.钢结构深化图;1.3.本工程钢结构施工组织设计。1.4.焊接工艺评定报告。2.焊接工艺评定流程:3.焊接顺序及原则B栋桁架整体焊接必须考虑对结构应力应变较小、便于安装的原则,桁架不同部位之间安装尽量考虑对称焊接。①、焊接顺序宜采用对称焊法,使焊接变形和收缩量最小。收缩量大的部分先焊,收缩量小的部分后焊;焊接H型钢接口或牛腿时先焊接腹板,再焊下翼缘板,最后焊接上翼缘板,箱型牛腿必须利用两

北京站雨棚钢桁架焊缝焊接的.ppt
焊缝焊接质量的改进一、工程概况二、QC小组简介三、选题理由四、现状调查五、目标确定六、原因分析一、工程概况二、小组概况1.为了实现公司的质量目标,按照施工组织设计的要求确保工程创”北京市结构长城杯”,焊缝质量的好坏是保证工程质量的关键。2.北京站雨棚钢桁架焊接正值北京的严冬,平均气温-5℃,再加上雪、风等特殊天气,对焊接质量有一定影响,因此,在冬季如何保证焊接质量,提高焊接质量成为整个工程第一要素。3、北京站日进出旅客5万人次,特别是春运高峰期日进出旅客高达13.5万人次,作为北京站基础设施,其安全质量要