
钢制球形储罐热处理施工工艺.doc

胜利****实阿

1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钢制球形储罐热处理施工工艺.doc
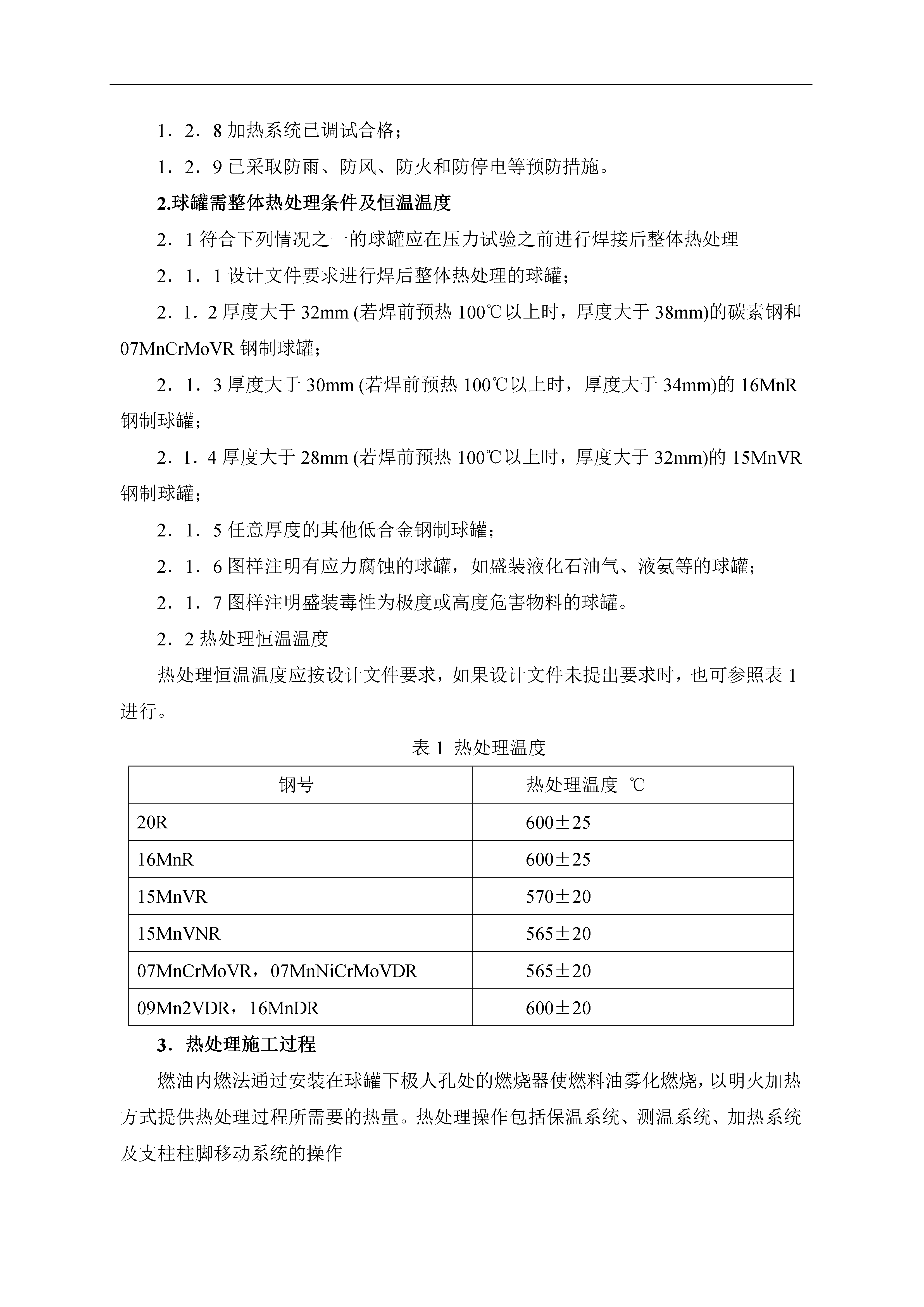
钢制球形储罐热处理施工工艺摘要:一般施工过程中,经过冷热加工以后的设备,在常温下内部均保留着部分残余应力。残余应力的大小,方向对设备的稳定性有很重要的影响,采用燃油内燃法对球罐进行整体消除应力热处理改善球罐的使用性能,指出了热处理工艺中应该注意的问题。关键词:球罐;热处理;燃油内燃法钢制球形储罐简称“球罐”,焊后整体热处理较复杂,国内外采用燃油内燃法和燃气法比较多,下面介绍一下燃油内燃法。燃油内燃法即将球罐作为燃烧室,上部人孔为排烟孔,下部人孔安装喷嘴燃烧器,以柴油作为燃料燃烧,按工艺要求制造升温、恒温、

钢制球形储罐热处理施工工艺.doc
钢制球形储罐热处理施工工艺摘要:一般施工过程中,经过冷热加工以后的设备,在常温下内部均保留着部分残余应力。残余应力的大小,方向对设备的稳定性有很重要的影响,采用燃油内燃法对球罐进行整体消除应力热处理改善球罐的使用性能,指出了热处理工艺中应该注意的问题。关键词:球罐;热处理;燃油内燃法钢制球形储罐简称“球罐”,焊后整体热处理较复杂,国内外采用燃油内燃法和燃气法比较多,下面介绍一下燃油内燃法。燃油内燃法即将球罐作为燃烧室,上部人孔为排烟孔,下部人孔安装喷嘴燃烧器,以柴油作为燃料燃烧,按工艺要求制造升温、恒温、

钢制球形储罐热处理施工工艺.doc
钢制球形储罐热处理施工工艺摘要:一般施工过程中,经过冷热加工以后的设备,在常温下内部均保留着部分残余应力。残余应力的大小,方向对设备的稳定性有很重要的影响,采用燃油内燃法对球罐进行整体消除应力热处理改善球罐的使用性能,指出了热处理工艺中应该注意的问题。关键词:球罐;热处理;燃油内燃法钢制球形储罐简称“球罐”,焊后整体热处理较复杂,国内外采用燃油内燃法和燃气法比较多,下面介绍一下燃油内燃法。燃油内燃法即将球罐作为燃烧室,上部人孔为排烟孔,下部人孔安装喷嘴燃烧器,以柴油作为燃料燃烧,按工艺要求制造升温、恒温、

钢制焊接球形储罐的质量监督.ppt
钢制焊接球形储罐的质量监检第一节概述球体各部位名称:(二)执行的规范及标准a、《压力容器安全技术监察规程》质技监局锅发1999版b、《钢制压力容器》GB150—1998c、《钢制球形储罐》GB12337—98d、《球形储罐施工及验收规范》GB50094—98e、《钢制压力容器焊接工艺评定》JB4708—2000f、《压力容器用钢板》GB6654g、《熔敷金属中扩散氢测定方法》GB/T3965h、《金属夏比缺口冲击试验方法》GB/T229i、《锅炉压力容器焊工考试规则》2002j、《压力容器油漆、包装和运输

钢制焊接球形储罐的质量监督.pptx
1第一节概述球体各部位名称:(二)执行的规范及标准a、《压力容器安全技术监察规程》质技监局锅发1999版b、《钢制压力容器》GB150—1998c、《钢制球形储罐》GB12337—98d、《球形储罐施工及验收规范》GB50094—98e、《钢制压力容器焊接工艺评定》JB4708—2000f、《压力容器用钢板》GB6654g、《熔敷金属中扩散氢测定方法》GB/T3965h、《金属夏比缺口冲击试验方法》GB/T229i、《锅炉压力容器焊工考试规则》2002j、《压力容器油漆、包装和运输》JB/2536-80k