
钢管桁架结构制作、安装施工工艺.doc

胜利****实阿


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钢管桁架结构制作、安装施工工艺.doc
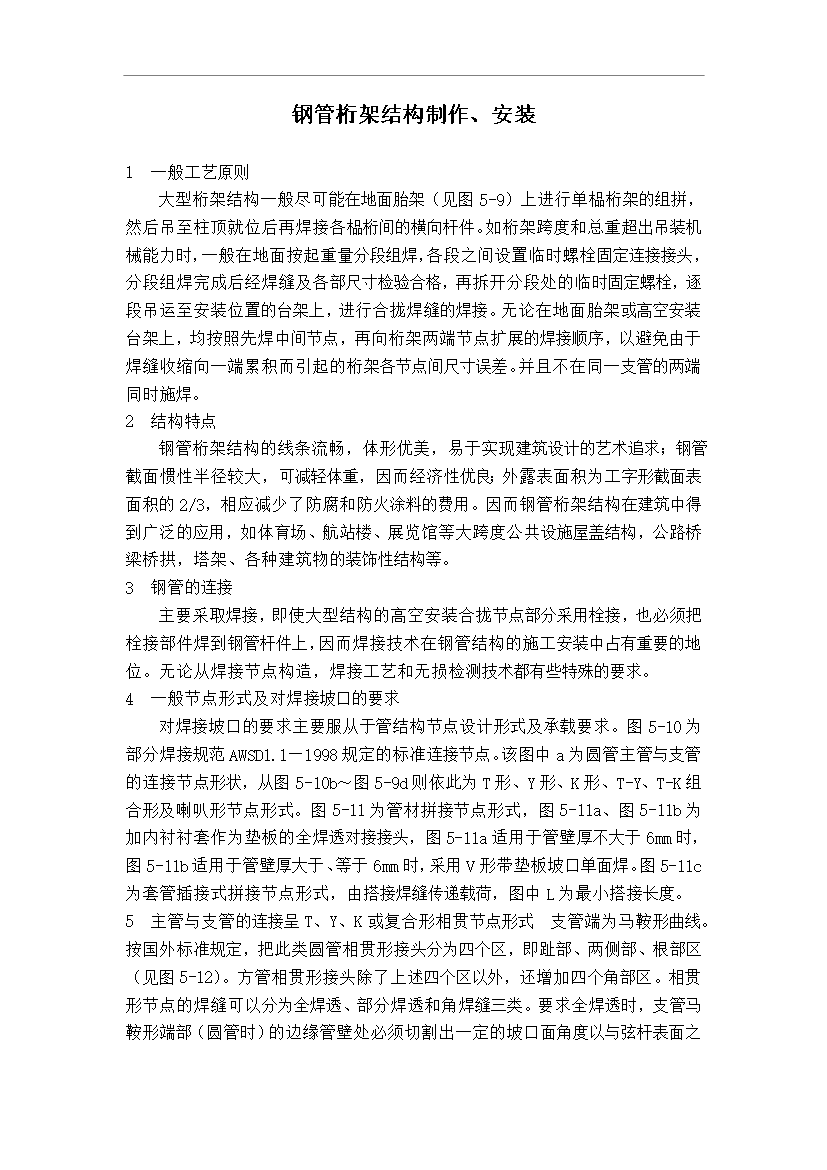
钢管桁架结构制作、安装1一般工艺原则大型桁架结构一般尽可能在地面胎架(见图5-9)上进行单榀桁架的组拼,然后吊至柱顶就位后再焊接各榀桁间的横向杆件。如桁架跨度和总重超出吊装机械能力时,一般在地面按起重量分段组焊,各段之间设置临时螺栓固定连接接头,分段组焊完成后经焊缝及各部尺寸检验合格,再拆开分段处的临时固定螺栓,逐段吊运至安装位置的台架上,进行合拢焊缝的焊接。无论在地面胎架或高空安装台架上,均按照先焊中间节点,再向桁架两端节点扩展的焊接顺序,以避免由于焊缝收缩向一端累积而引起的桁架各节点间尺寸误差。并且不

钢管桁架结构制作、安装施工工艺.doc
钢管桁架结构制作、安装1一般工艺原则大型桁架结构一般尽可能在地面胎架(见图5-9)上进行单榀桁架的组拼,然后吊至柱顶就位后再焊接各榀桁间的横向杆件。如桁架跨度和总重超出吊装机械能力时,一般在地面按起重量分段组焊,各段之间设置临时螺栓固定连接接头,分段组焊完成后经焊缝及各部尺寸检验合格,再拆开分段处的临时固定螺栓,逐段吊运至安装位置的台架上,进行合拢焊缝的焊接。无论在地面胎架或高空安装台架上,均按照先焊中间节点,再向桁架两端节点扩展的焊接顺序,以避免由于焊缝收缩向一端累积而引起的桁架各节点间尺寸误差。并且不

钢管桁架结构制作、安装施工工艺.doc
钢管桁架结构制作、安装1一般工艺原则大型桁架结构一般尽可能在地面胎架(见图5-9)上进行单榀桁架的组拼,然后吊至柱顶就位后再焊接各榀桁间的横向杆件。如桁架跨度和总重超出吊装机械能力时,一般在地面按起重量分段组焊,各段之间设置临时螺栓固定连接接头,分段组焊完成后经焊缝及各部尺寸检验合格,再拆开分段处的临时固定螺栓,逐段吊运至安装位置的台架上,进行合拢焊缝的焊接。无论在地面胎架或高空安装台架上,均按照先焊中间节点,再向桁架两端节点扩展的焊接顺序,以避免由于焊缝收缩向一端累积而引起的桁架各节点间尺寸误差。并且不

钢管桁架结构制作安装施工工艺.doc
钢管桁架结构制作、安装1一般工艺原则大型桁架结构一般尽可能在地面胎架(见图5-9)上进行单榀桁架的组拼,然后吊至柱顶就位后再焊接各榀桁间的横向杆件。如桁架跨度和总重超出吊装机械能力时,一般在地面按起重量分段组焊,各段之间设置临时螺栓固定连接接头,分段组焊完成后经焊缝及各部尺寸检验合格,再拆开分段处的临时固定螺栓,逐段吊运至安装位置的台架上,进行合拢焊缝的焊接。无论在地面胎架或高空安装台架上,均按照先焊中间节点,再向桁架两端节点扩展的焊接顺序,以避免由于焊缝收缩向一端累积而引起的桁架各节点间尺寸误差。并且不
管桁架结构制作安装施工工艺.doc
管桁架结构制作安装施工工艺