
钢结构焊接变形及焊接残余应力的控制措施.doc

胜利****实阿


1/3
2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钢结构焊接变形及焊接残余应力的控制措施.doc
钢结构焊接变形、焊接残余应力的控制措施一、钢结构焊接变形控制措施1)减少焊缝截面积。在得到完好、无超标缺陷焊缝的前提下,尽可能采取交小的坡口尺寸(角度和间隙)2)对屈服强度345MPa以下和淬硬性不强的钢材采用较小的热输入,尽可能不预热或适当降低预热和层间温度;优先采用热输入较小的焊接方法,如CO2气体保护焊。3)厚板焊接尽可能采用多层焊代替单层焊。4)在满足设计要求的情况下,纵向加强板和横向加肋的焊接采用间断焊接法。5)采用双面对称坡口,多层焊采用与构件中和轴对称的焊接顺序,如下图:6)T形接头板厚较大

钢结构焊接变形及焊接残余应力的控制措施.doc
钢结构焊接变形、焊接残余应力的控制措施一、钢结构焊接变形控制措施1)减少焊缝截面积。在得到完好、无超标缺陷焊缝的前提下,尽可能采取交小的坡口尺寸(角度和间隙)2)对屈服强度345MPa以下和淬硬性不强的钢材采用较小的热输入,尽可能不预热或适当降低预热和层间温度;优先采用热输入较小的焊接方法,如CO2气体保护焊。3)厚板焊接尽可能采用多层焊代替单层焊。4)在满足设计要求的情况下,纵向加强板和横向加肋的焊接采用间断焊接法。5)采用双面对称坡口,多层焊采用与构件中和轴对称的焊接顺序,如下图:6)T形接头板厚较大

钢结构焊接变形及焊接残余应力的控制措施.doc
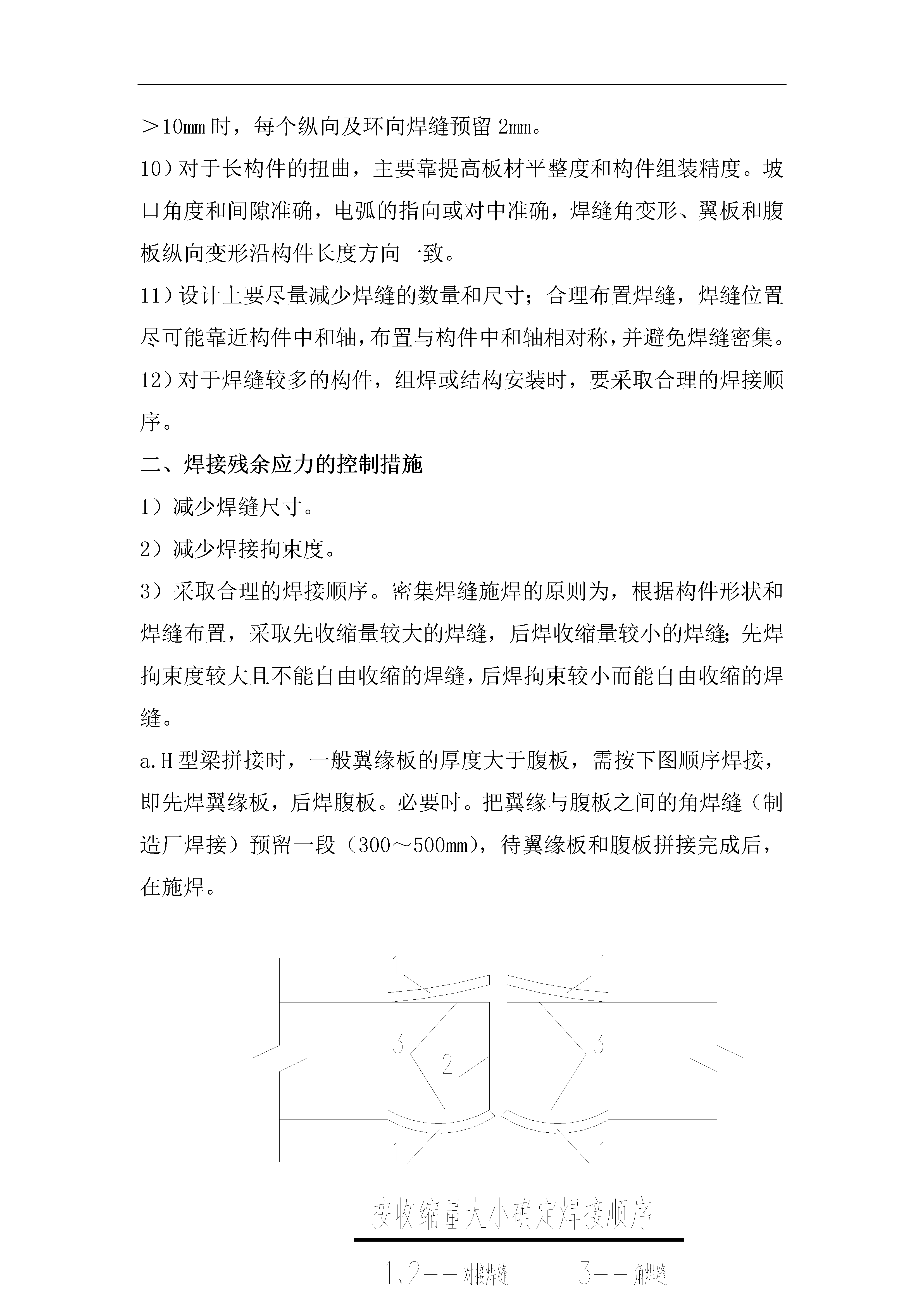
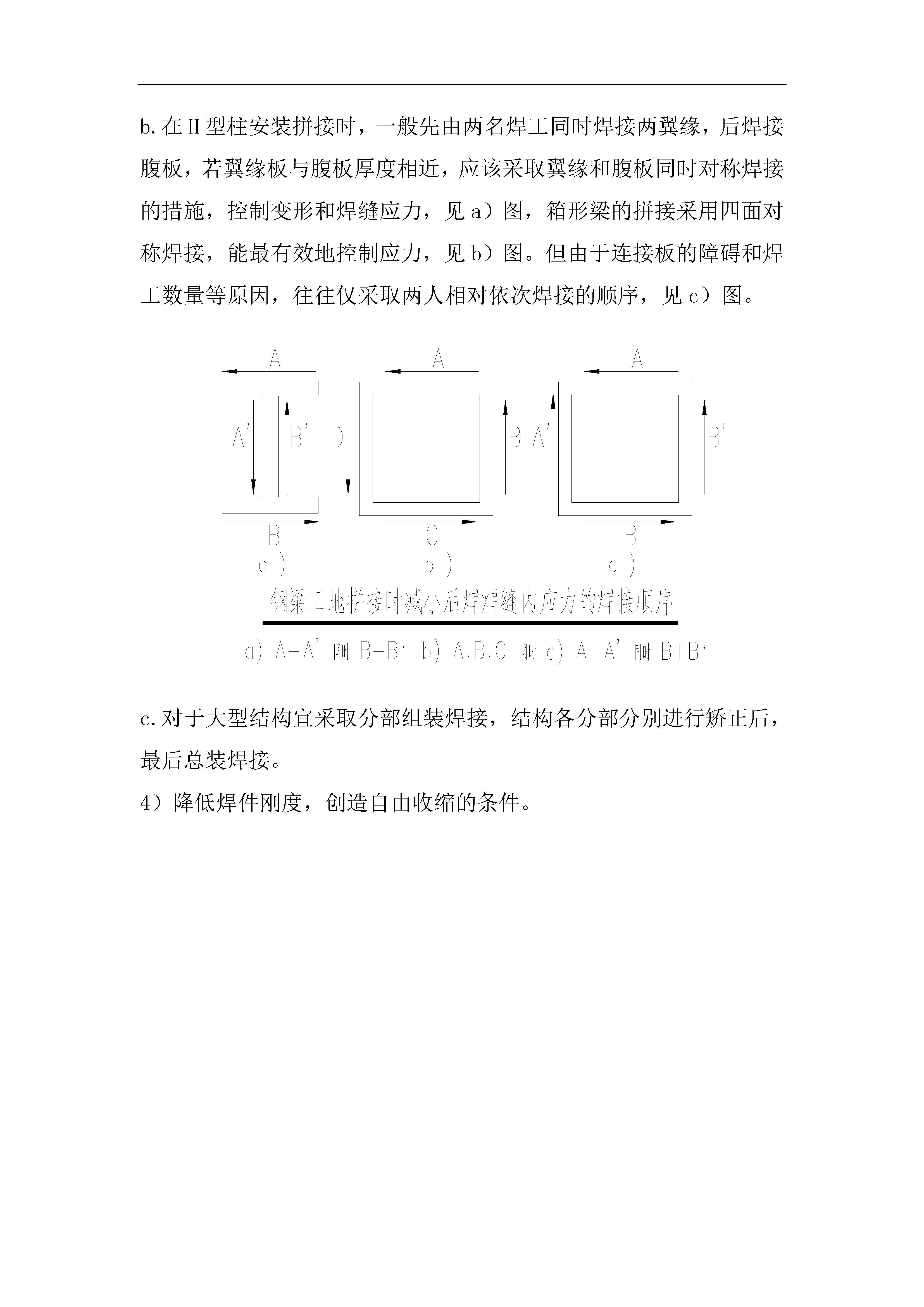
钢结构焊接变形、焊接残余应力的控制措施一、钢结构焊接变形控制措施1)减少焊缝截面积。在得到完好、无超标缺陷焊缝的前提下,尽可能采取交小的坡口尺寸(角度和间隙)2)对屈服强度345MPa以下和淬硬性不强的钢材采用较小的热输入,尽可能不预热或适当降低预热和层间温度;优先采用热输入较小的焊接方法,如CO2气体保护焊。3)厚板焊接尽可能采用多层焊代替单层焊。4)在满足设计要求的情况下,纵向加强板和横向加肋的焊接采用间断焊接法。5)采用双面对称坡口,多层焊采用与构件中和轴对称的焊接顺序,如下图:6)T形接头板厚较大
钢结构焊接残余应力及焊接变形控制技术.pptx
汇报人:CONTENTSPARTONEPARTTWO焊接残余应力的定义焊接变形产生的原因焊接残余应力和变形的危害PARTTHREE预热法层间锤击法振动法热处理法PARTFOUR反变形法刚性固定法选择合理的焊接顺序和焊接方向预热和后热处理法PARTFIVE焊接残余应力的无损检测技术焊接变形的测量与评估方法焊接残余应力和变形的安全评估PARTSIX实际工程中焊接残余应力和变形的控制案例控制效果评估及优化建议PARTSEVEN焊接残余应力和变形控制技术的总结与评价技术发展趋势与展望汇报人:

钢结构焊接残余应力及焊接变形控制技术.docx
钢结构焊接残余应力及焊接变形控制技术钢结构焊接残余应力及焊接变形控制技术摘要:随着现代建筑与工业建设的迅速发展,钢结构的使用越来越广泛。而焊接作为钢结构连接的主要方法之一,不可避免地会产生焊接残余应力和焊接变形。本论文主要研究钢结构焊接残余应力及焊接变形的产生机理,并探讨相应的控制技术。通过对相关文献的研究和实际案例分析,总结了常见的控制方法及其优缺点,以期为钢结构焊接的残余应力和变形问题提供一定的解决方案。1.引言钢结构是一种具有优良力学性能和施工速度快的建筑结构材料,因此在建筑和工业领域得到广泛应用。