
曲柄滑块机构的结构.ppt

胜利****实阿


1/10

2/10
3/10
4/10
5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共39页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

曲柄滑块机构的结构.pptx
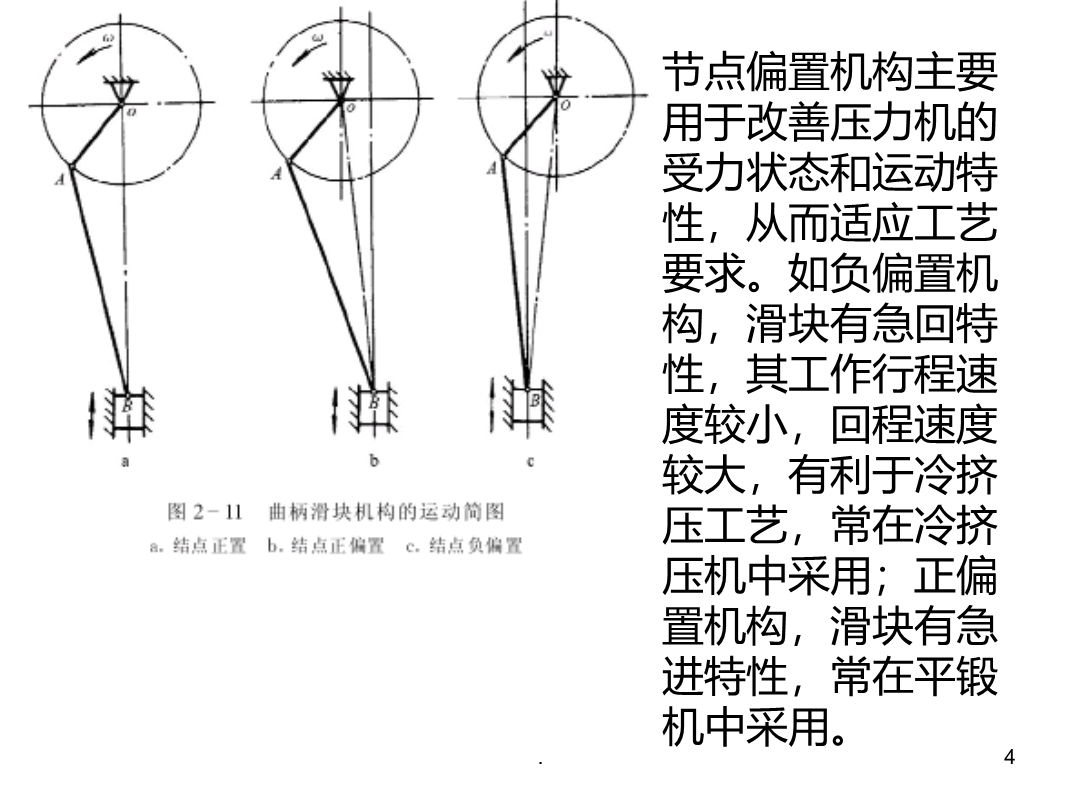
会计学由图可以看出,尽管曲柄作匀速转动,但滑块在其行程中各点的运动速度是不相同的。滑块在上止点(α=180°)和下止点(α=0°)时,其运动速度为零,即v=0;而滑块在行程中点(α=75°~90°和α=270°~285°)时,其运动速度为最大,近似取α=90°和α=270°时的滑块速度作为滑块的最大速度节点偏置机构主要用于改善压力机的受力状态和运动特性,从而适应工艺要求。如负偏置机构,滑块有急回特性,其工作行程速度较小,回程速度较大,有利于冷挤压工艺,常在冷挤压机中采用;正偏置机构,滑块有急进特性,常在平

曲柄滑块机构的结构.ppt
曲柄滑块机构的运动分析由图可以看出,尽管曲柄作匀速转动,但滑块在其行程中各点的运动速度是不相同的。滑块在上止点(α=180°)和下止点(α=0°)时,其运动速度为零,即v=0;而滑块在行程中点(α=75°~90°和α=270°~285°)时,其运动速度为最大,近似取α=90°和α=270°时的滑块速度作为滑块的最大速度节点偏置机构主要用于改善压力机的受力状态和运动特性,从而适应工艺要求。如负偏置机构,滑块有急回特性,其工作行程速度较小,回程速度较大,有利于冷挤压工艺,常在冷挤压机中采用;正偏置机构,滑块有

曲柄滑块机构的结构学习教案.pptx
会计学/由图可以看出,尽管曲柄作匀速转动,但滑块在其行程中各点的运动速度是不相同的。滑块在上止点(α=180°)和下止点(α=0°)时,其运动速度为零,即v=0;而滑块在行程中点(α=75°~90°和α=270°~285°)时,其运动速度为最大,近似取α=90°和α=270°时的滑块速度作为滑块的最大速度节点偏置机构主要用于改善压力机的受力状态和运动特性,从而适应工艺要求。如负偏置机构,滑块有急回特性,其工作行程速度较小,回程速度较大,有利于冷挤压工艺,常在冷挤压机中采用;正偏置机构,滑块有急进特性,常在

曲柄滑块机构的有曲柄条件.pptx

曲柄滑块机构的有曲柄条件ppt课件.ppt