
产品结合线解决方案.ppt

胜利****实阿


1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
产品结合线解决方案.ppt
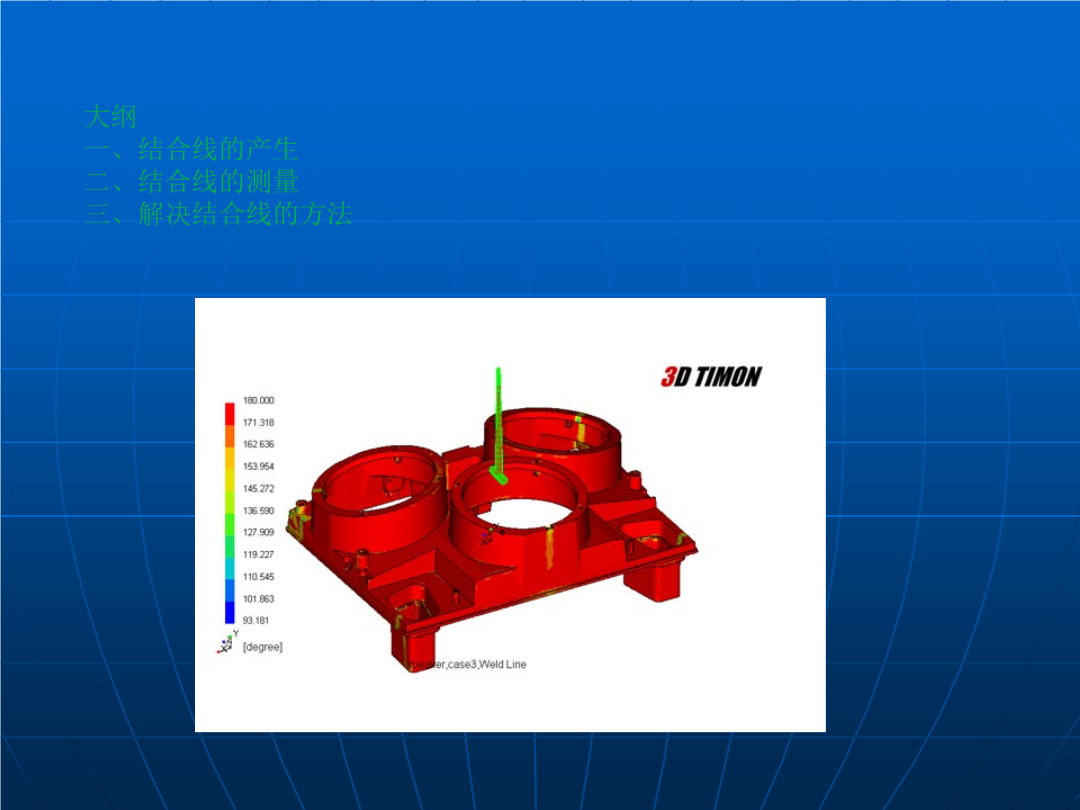
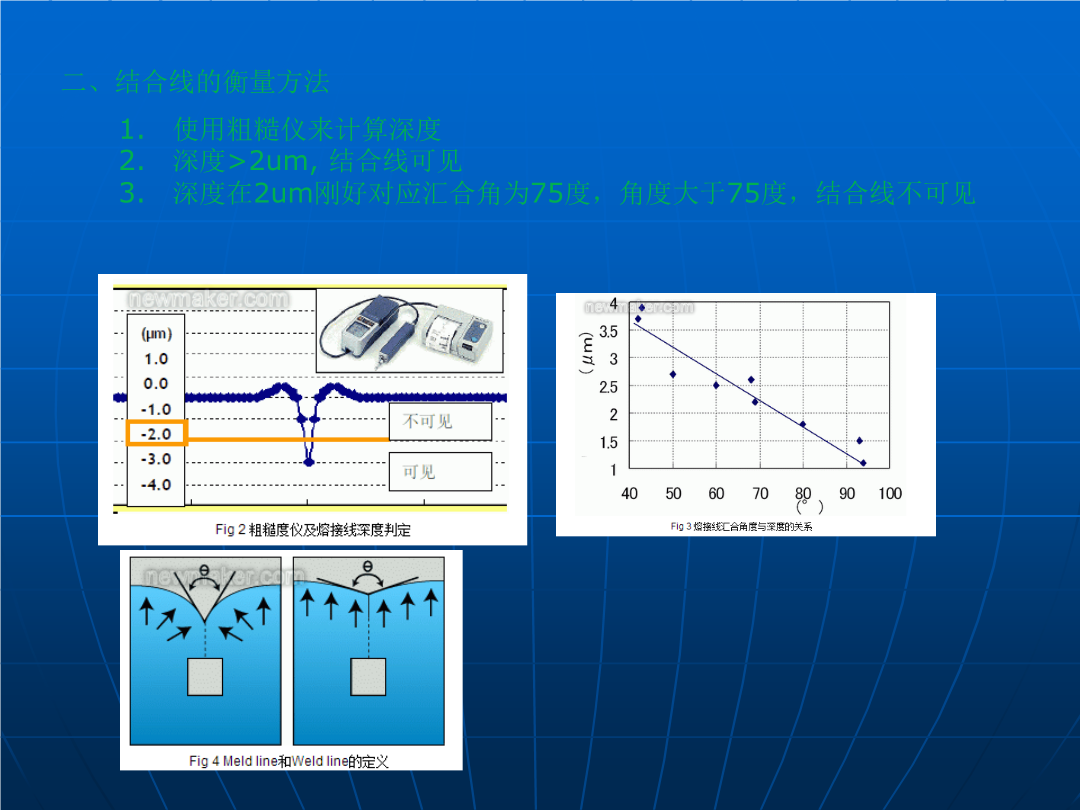
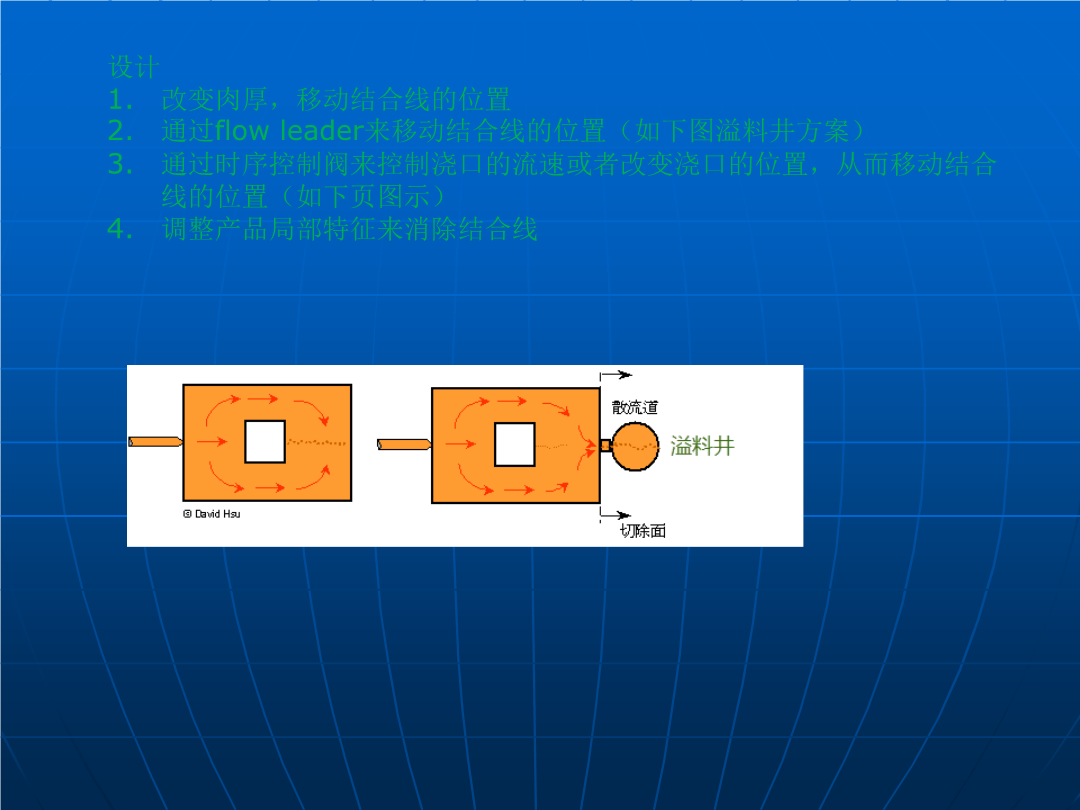
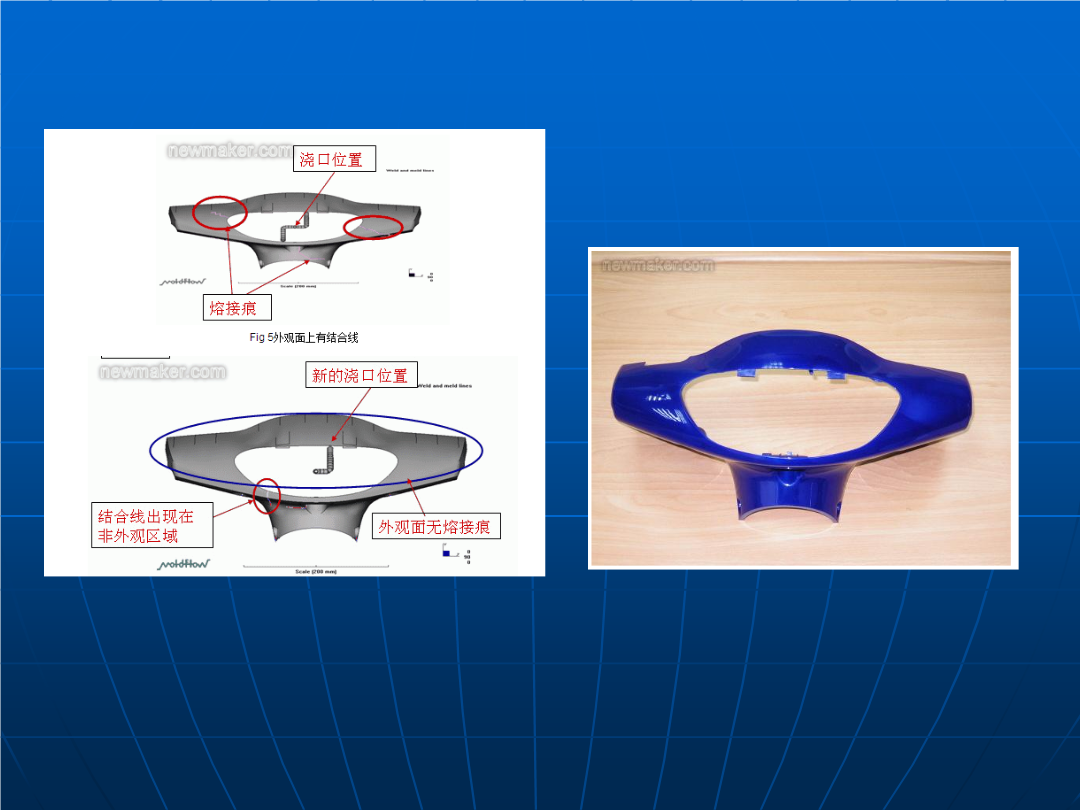
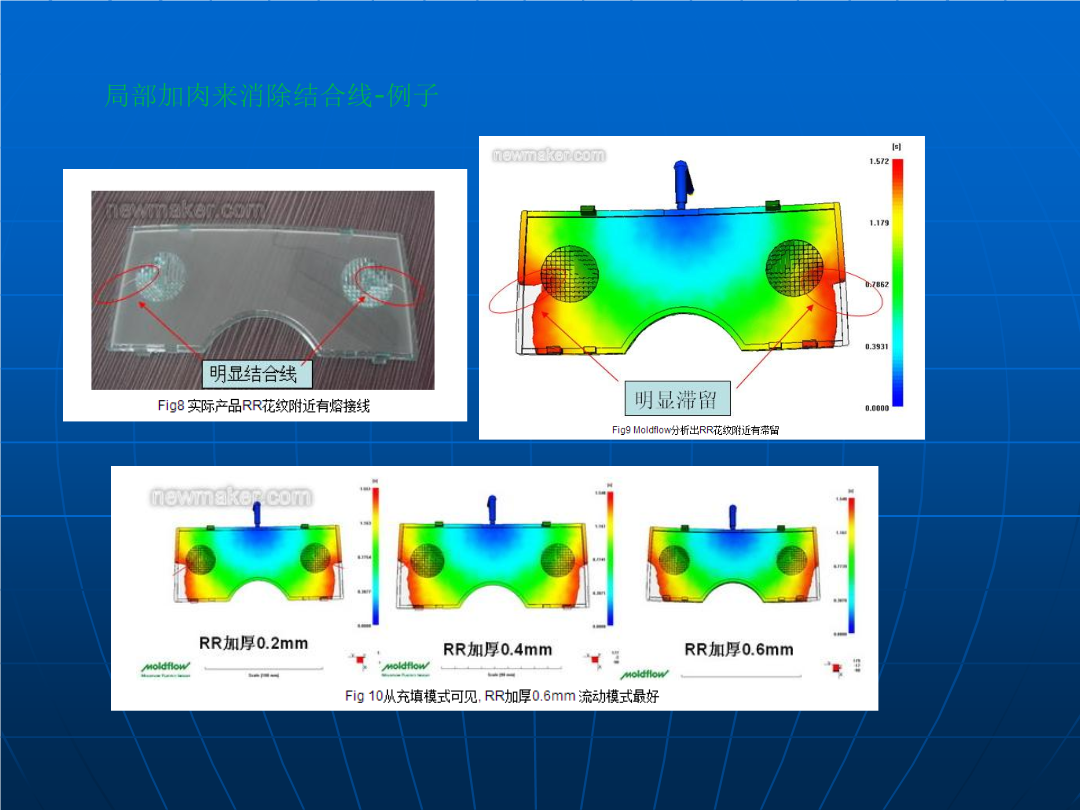
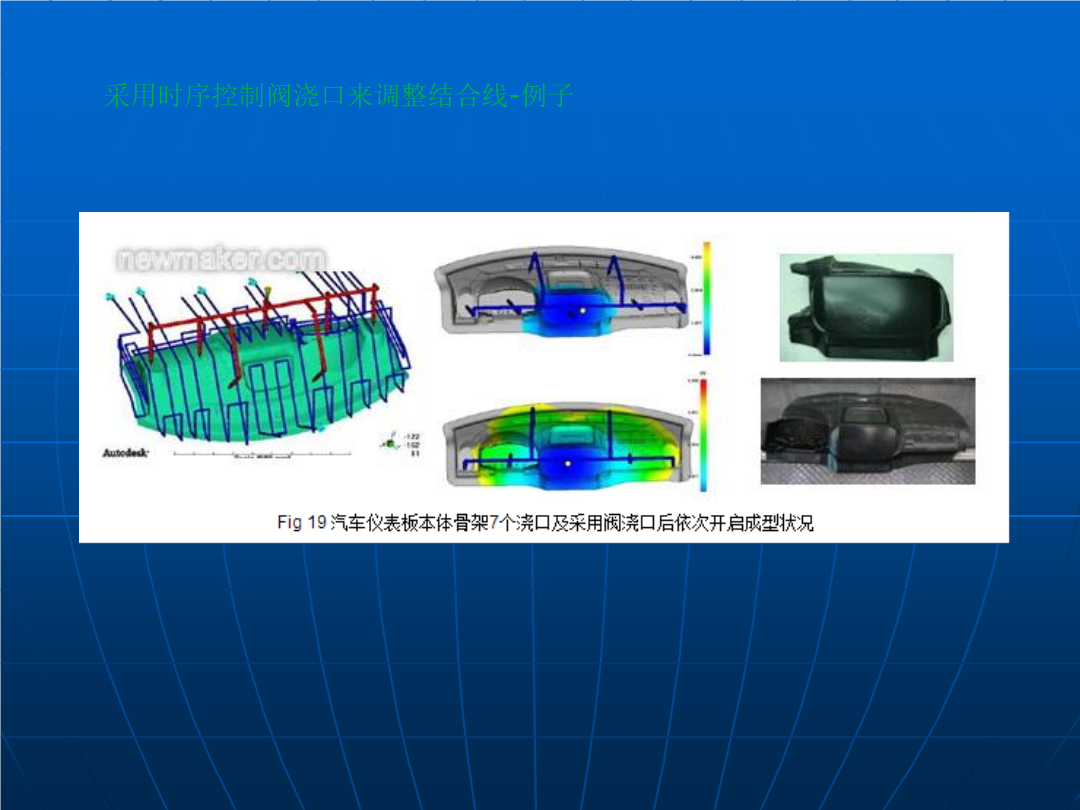
大纲一、结合线的产生二、结合线的测量三、解决结合线的方法一、结合线的产生二、结合线的衡量方法三、解决结合线的方法设计改变肉厚,移动结合线的位置通过flowleader来移动结合线的位置(如下图溢料井方案)通过时序控制阀来控制浇口的流速或者改变浇口的位置,从而移动结合线的位置(如下页图示)调整产品局部特征来消除结合线局部加肉来消除结合线-例子采用时序控制阀浇口来调整结合线-例子材料流动性最佳的材料,结合线影响最小。熔接線對於摻拌補強材料(Reinforcements)如玻纖(GF)、碳纖(CF)以及填料(F
产品结合线解决方案.ppt
大纲一、结合线的产生二、结合线的测量三、解决结合线的方法一、结合线的产生二、结合线的衡量方法三、解决结合线的方法设计改变肉厚,移动结合线的位置通过flowleader来移动结合线的位置(如下图溢料井方案)通过时序控制阀来控制浇口的流速或者改变浇口的位置,从而移动结合线的位置(如下页图示)调整产品局部特征来消除结合线局部加肉来消除结合线-例子采用时序控制阀浇口来调整结合线-例子材料流动性最佳的材料,结合线影响最小。熔接線對於摻拌補強材料(Reinforcements)如玻纖(GF)、碳纖(CF)以及填料(F

产品结合线解决方案.ppt
大纲一、结合线的产生二、结合线的测量三、解决结合线的方法一、结合线的产生二、结合线的衡量方法三、解决结合线的方法设计改变肉厚,移动结合线的位置通过flowleader来移动结合线的位置(如下图溢料井方案)通过时序控制阀来控制浇口的流速或者改变浇口的位置,从而移动结合线的位置(如下页图示)调整产品局部特征来消除结合线局部加肉来消除结合线-例子采用时序控制阀浇口来调整结合线-例子材料流动性最佳的材料,结合线影响最小。熔接線對於摻拌補強材料(Reinforcements)如玻纖(GF)、碳纖(CF)以及填料(F

产品结合线解决方案ppt课件.ppt
大纲一、结合线的产生二、结合线的测量三、解决结合线的方法一、结合线的产生二、结合线的衡量方法三、解决结合线的方法设计改变肉厚,移动结合线的位置通过flowleader来移动结合线的位置(如下图溢料井方案)通过时序控制阀来控制浇口的流速或者改变浇口的位置,从而移动结合线的位置(如下页图示)调整产品局部特征来消除结合线局部加肉来消除结合线-例子采用时序控制阀浇口来调整结合线-例子材料流动性最佳的材料,结合线影响最小。熔接線對於摻拌補強材料(Reinforcements)如玻纖(GF)、碳纖(CF)以及填料(F

渠道解决方案和产品线.ppt
清华比威概况清华比威公司分布图清华比威的价值清华比威渠道解决方案清华比威公司产品介绍交换机面对的客户分销为主80%兼做小型集成项目20%(局域网建设)分销技术含量低利润低集成项目需要技术服务能力高利润高分销利润20%集成项目利润80%分销商技术能力不足缺乏行业解决方案愿意做集成项目但能力不足。清华比威是产品和服务供应商为合作伙伴(代理商)提供全面的培训服务提高其获取增值利润的能力为最终