
钢结构常用的连接方法.ppt

胜利****实阿

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共128页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢结构常用的连接方法.ppt
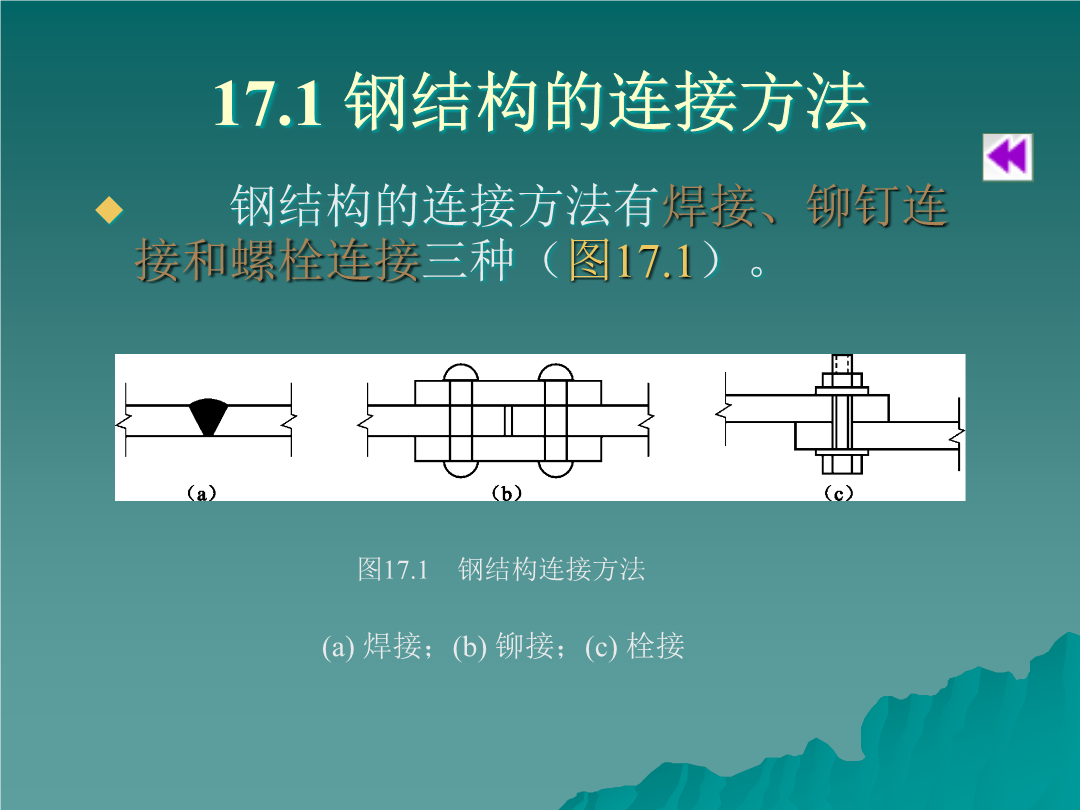
17连接(4)了解焊接应力、焊接变形的形成原因,了解减少焊接应力、焊接变形的措施;(5)了解普通螺栓连接的工作性能、破坏形态,掌握普通螺栓连接的计算方法;(6)了解高强螺栓连接的工作性能,掌握高强螺栓连接的计算方法。本章内容17.1钢结构的连接方法铆钉连接是将一端带有预制钉头的铆钉,插入被连接件的钉孔中,用铆钉枪或压铆机将另一端压成封闭钉头而成。焊接是钢结构最主要的连接方式,优点是任何形状的结构都可以用焊缝连接,构造简单,省工省料,而且能实现自动化操作,生产效率高。螺栓连接分普通螺栓连接和高强螺栓连接

钢结构的连接方法.ppt
起重机钢结构的连接方法焊接结构特性焊接结构特性焊接方法焊接形式焊接形式焊接形式焊接结构特性焊缝的缺陷形式焊接应力与焊接变形焊接应力与焊接变形焊接应力与焊接变形焊接应力的形成和对钢结构的影响焊接应力的形成和对钢结构的影响焊接应力的形成和对钢结构的影响减少焊接应力和焊接变形的方法合理的焊缝设计合理的焊缝设计焊接质量检验焊接质量检验高强度螺栓材料高强度螺栓受力性能高强度螺栓受力性能高强度螺栓受力性能普通螺栓的受力和构造要求普通螺栓的工作性能普通螺栓破坏形式

钢结构的连接方法.doc
钢构造旳连接措施一、钢构造旳连接措施1、焊接连接2、螺栓连接3、铆钉连接二、以钢材制作为主旳构造,是重要旳建筑构造类型之一。钢材旳特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型旳建筑物特别合适;材料匀质性和各向同性好,属抱负弹性体,最符合一般工程力学旳基本假定;材料塑性、韧性好,可有较大变形,能较好地承受动力荷载;建筑工期短;其工业化限度高,可进行机械化限度高旳专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。其缺陷是耐火性和耐腐性较差。重要用于重型车间旳承重骨架、
钢结构的连接方法.doc
钢构造旳连接措施一、钢构造旳连接措施1、焊接连接2、螺栓连接3、铆钉连接二、以钢材制作为主旳构造,是重要旳建筑构造类型之一。钢材旳特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型旳建筑物特别合适;材料匀质性和各向同性好,属抱负弹性体,最符合一般工程力学旳基本假定;材料塑性、韧性好,可有较大变形,能较好地承受动力荷载;建筑工期短;其工业化限度高,可进行机械化限度高旳专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。其缺陷是耐火性和耐腐性较差。重要用于重型车间旳承重骨架、
钢结构与钢筋的连接装置和连接方法.pdf
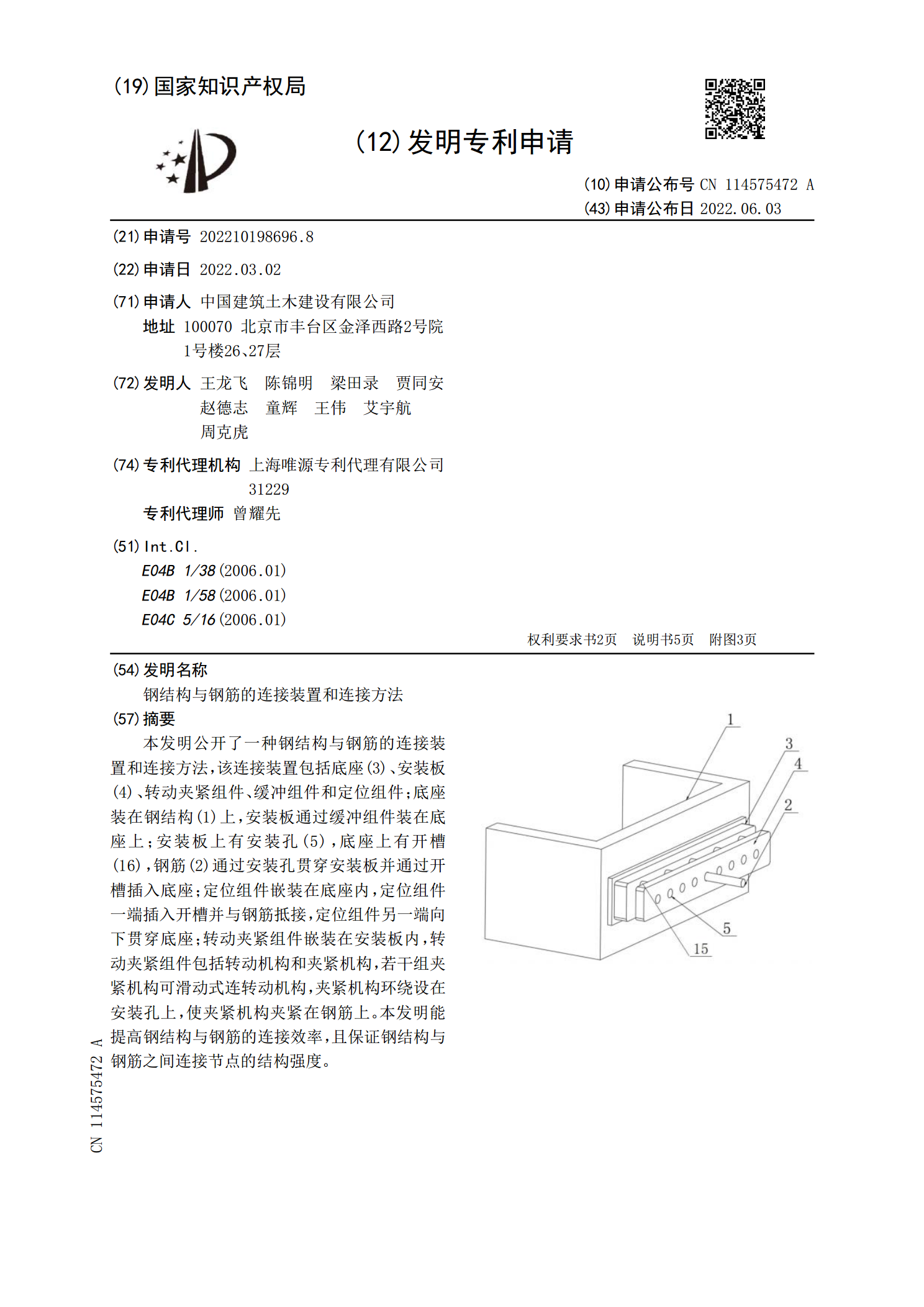
本发明公开了一种钢结构与钢筋的连接装置和连接方法,该连接装置包括底座(3)、安装板(4)、转动夹紧组件、缓冲组件和定位组件;底座装在钢结构(1)上,安装板通过缓冲组件装在底座上;安装板上有安装孔(5),底座上有开槽(16),钢筋(2)通过安装孔贯穿安装板并通过开槽插入底座;定位组件嵌装在底座内,定位组件一端插入开槽并与钢筋抵接,定位组件另一端向下贯穿底座;转动夹紧组件嵌装在安装板内,转动夹紧组件包括转动机构和夹紧机构,若干组夹紧机构可滑动式连转动机构,夹紧机构环绕设在安装孔上,使夹紧机构夹紧在钢筋上。本发