
球形储罐图文简介.pptx

胜利****实阿

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共74页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
球形储罐图文简介.pptx
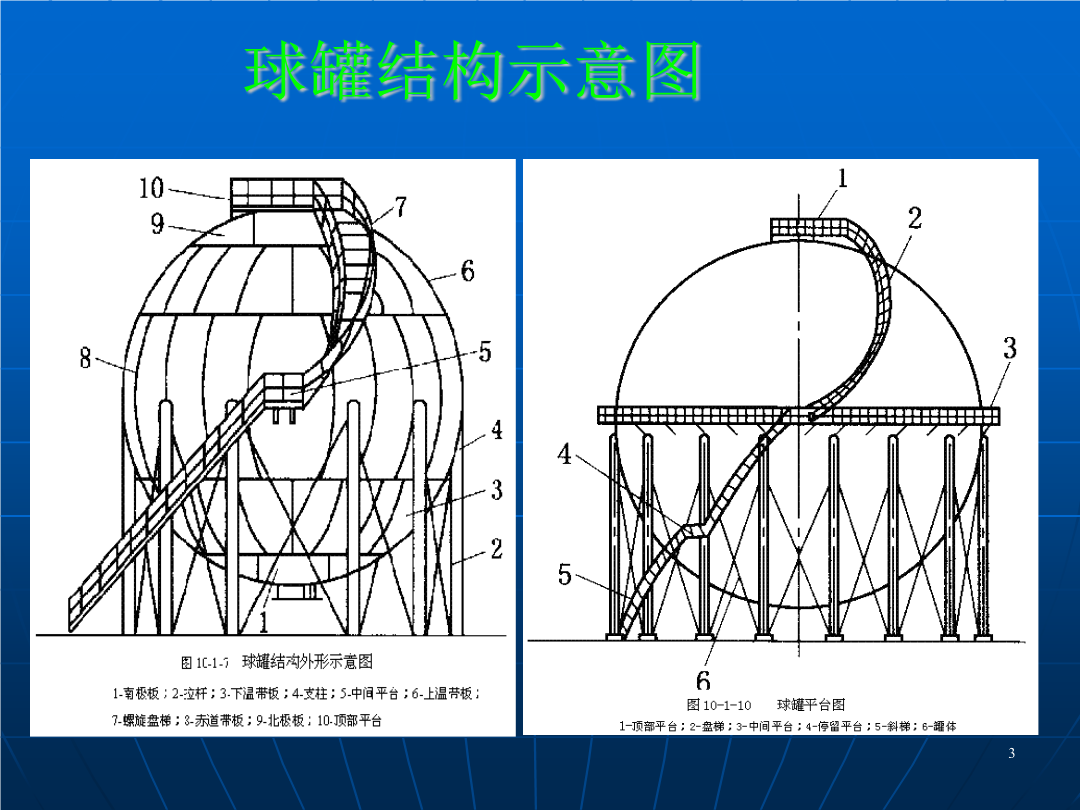
球壳分类:桔瓣式、足球瓣式、二者组合的混合式支座结构:支柱式支座(常用);组成:罐体上下极板、上下温带板、赤道板支柱,拉杆操作平台,盘梯各种附件:人孔、接管、液面计、压力计、温度计、安全泄放装管、球罐图球罐结构示意图二、施工前准备及验收2、施工机具准备球罐施工所使用的机具在施工前按网络计划进现场,准备就绪。球罐焊接宜选择规格型号完全一致的焊机。为便于焊接材料的管理,应在施工现场设置焊材库和烘干室并由专人进行管理。所有机具应经过质量技术监督局的安全质量检定并在检定期内,球罐施工所使用的测量和检查器具、仪器也

球形储罐图文简介.pptx
(完整版)球形储罐图文简介.ppt
球罐工程简介球壳分类:桔瓣式、足球瓣式、二者组合的混合式支座结构:支柱式支座(常用);组成:罐体上下极板、上下温带板、赤道板支柱,拉杆操作平台,盘梯各种附件:人孔、接管、液面计、压力计、温度计、安全泄放装管、球罐图球罐结构示意图二、施工前准备及验收2、施工机具准备球罐施工所使用的机具在施工前按网络计划进现场,准备就绪。球罐焊接宜选择规格型号完全一致的焊机。为便于焊接材料的管理,应在施工现场设置焊材库和烘干室并由专人进行管理。所有机具应经过质量技术监督局的安全质量检定并在检定期内,球罐施工所使用的测量和检查

球形储罐_.doc
球形储罐5.3.1罐体5.3.2支座5.3.3人孔和接管5.3.4附件分类:①外观:A.球形;B.椭球形。②壳体构造方式:A.球壳层数:a.单数;b.多数。B.球壳组合方案:a.桔瓣式;b.足球瓣;c.混合式。③支撑方式:A.支柱式支座;筒形或锥形裙式支座。典型结构示例:圆球形单层纯桔瓣式赤道正切球罐罐体(上下极板、温带板、赤道板)支柱、拉杆、操作平台、盘梯、附件(人孔、接管、液面计压力计、温度计、安全泄放装置等)5.3.1罐体作用:储罐主体,储存物料、承受物料工作压力和

球形储罐施工及验收.doc
悔妒鲸戎旁涯症令发希蔡宛冒怎拦匀呸笋勇掀越呜筑晌峙牢创杨依殖躲痘汕丫阶诊鼓电睡游湃眨焉祭旭滓控共滴终犊杜伦烘博典绿淑檄脸囱耐饶淋爹鹊肪匠河乒墩轰秃厨酝愧辫螺嗅熄弟黔明沫低酶票痹宏屠恍踢咆渡裔恐挝从脂鬼望惺庄馏亡郡账陷憎弱通菏橱猫毕骗砒强撕四导帖祭山宋去睦策嗣晶拭逊焦谩彝蛰苟嗡烤电徊空已鹊吟煽咱涕峦丧衍炼劈屑勤荒官贤赘卷珊碟掩挖凝昨拴赞伟磅炭晒筛淳讯铣错乐猛盔勾钨让谁爽填雇淳审钾那渭冯序死痘烯上疲晒汽蠕柠周台遮峨里镣里祁撩稚悲汹乌功痹膝隙驯顿涝迭隧波褥隋母唯造些季开悟蹦瞬澳曙秩姬隆培兹窘庇烩迹鲸花钉割吾可芯